 English
English 中文简体
中文简体 русский
русский عربى
عربى
Контент
- 1 Что такое машина для сварки труб и почему это важно
- 2 Как на самом деле работает процесс синтеза
- 3 Типы машин для сварки труб по рабочему диапазону
- 4 Зажим для труб сварочного аппарата: почему центрирование — это все
- 5 Критические параметры термоядерного синтеза и их числовые цели
- 6 Электросварка: когда отдельная машина для сварки труб нецелесообразна
- 7 Распространенные дефекты сварки, причины и профилактика
- 8 Обслуживание аппарата для сварки труб для обеспечения долгосрочной точности
- 9 Как правильно выбрать машину для сварки труб для вашего проекта
- 10 Меры безопасности при работе на машинах для сварки труб
- 11 Стыковая сварка, раструбная сварка или электросварка: выбор метода
- 12 Отраслевые применения и ожидаемые результаты
Что такое машина для сварки труб и почему это важно
A машина для сварки труб представляет собой систему сварки термопластов, которая соединяет трубы из полиэтилена (ПЭ), полипропилена (ПП) или ПВДФ путем плавления сопрягаемых поверхностей при точно контролируемом нагреве и давлении, образуя соединения, которые обычно достигают 100 % прочности на разрыв материнской трубы . В отличие от механических муфт, в которых используются уплотнения и зажимы, правильно выполненное сварное соединение становится монолитным: нет прокладок, которые нужно разрушать, нет резьбы, которую нужно содрать, и нет путей утечки, которые нужно устранять.
Три метода сварки охватывают практически все области применения: стыковое слияние , который нагревает концы труб о плоскую пластину нагревателя; гнездовая сварка , который плавит патрубок и раструб одновременно; и электросварка , в котором используются проволочные катушки, встроенные в соединительный фитинг. Каждый метод требует одного и того же основного оборудования: источника тепла, зажим для сварочного аппарата для удержания концов труб в осевом направлении, а также средства приложения и сброса давления сварки в нужный момент. Неправильная установка любой из этих трех переменных — температуры, выравнивания или давления — приводит к образованию холодного соединения, включений или пустот, которые разрушаются задолго до того, как это произойдет сама труба.
Как на самом деле работает процесс синтеза
Сплавление термопластов представляет собой процесс диффузионного соединения. Когда две поверхности полиэтилена находятся в контакте при температуре выше температуры кристаллического расплава материала - обычно от 200 °C до 230 °C для PE 100 — полимерные цепи с каждой грани взаимно диффундируют через границу раздела. Как только материал остывает ниже температуры кристаллизации, эти цепочки соединяются в единую кристаллическую сеть. Граница сустава становится невидимой на молекулярном уровне.
Ключевые этапы процесса
- Этап 1 — Облицовка: вращающийся триммер обрезает оба конца трубы под прямым углом, чтобы удалить окисление и создать идеально плоские, параллельные поверхности.
- Фаза 2 — Нагрев: пластина нагревателя (отрегулированная на ±2 °C от мишени) контактирует с обеими сторонами под низким давлением сопротивления до тех пор, пока не сформируется однородный шарик расплава нужной ширины.
- Этап 3 — Снятие нагревателя: машина открывается, пластина выдвигается, а время между снятием пластины и закрытием соединения должно быть менее 4 секунды для труб выше DN 250 — любое дальнейшее использование позволяет поверхности расплава остыть и покрыться пленкой.
- Этап 4 — Сварка: зажимы закрываются при указанном давлении сварки, сжимая поверхности расплава вместе. Образуется двойной валок, и соединение охлаждается под давлением в течение всего времени охлаждения.
- Фаза 5 — Охлаждение: Давление поддерживается на всем протяжении. Для трубы SDR 11 диаметром 315 мм минимальное время охлаждения под нагрузкой составляет примерно 22 минуты при температуре окружающей среды 20 °C , увеличиваясь до 35 минут, если температура окружающей среды падает ниже 5 °C.
зажим для сварочного аппарата Именно это делает этапы 3 и 4 возможными в промышленных масштабах. Без зажима, который удерживает осевую концентричность с точностью до 0,5 мм, шарики расплава не будут соприкасаться равномерно, и в результате соединение будет иметь односторонние холодные области, которые могут распространяться в виде трещин при циклическом изменении давления.
Типы машин для сварки труб по рабочему диапазону
Не каждый машина для сварки труб обрабатывает трубы любого размера. Производители сегментируют свою продукцию по диаметру труб, при этом конструкция рамы машины, диаметр гидравлического цилиндра и геометрия зажимных губок разрабатываются в определенном диапазоне. Выбор машины меньшего размера для работы с большим диаметром приводит к недостаточному давлению сварки; Выбор машины большего размера для работы с малым диаметром затрудняет точное управление с малым усилием.
| Класс машины | Диапазон наружного диаметра трубы | Типичная гидравлическая сила | Общие приложения | Стиль рамки |
|---|---|---|---|---|
| Компактный настольный компьютер | 20 – 125 мм | до 5 кН | Газоснабжение, трубопроводы, лабораторные линии | Ручной шнек или ручной насос гидравлический |
| Среднее поле | 90 – 315 мм | 5 – 35 кН | Муниципальное водоснабжение, ирригационные сети, промышленные процессы | Гидравлический агрегат, колесный или салазковый |
| Сверхмощный | 250 – 630 мм | 35 – 160 кН | Трансмиссия, канализационные сети | Гусеничный гусеничный ход, отдельный силовой агрегат |
| Специалист по большому диаметру | 500 – 1600 мм | 160 – 600 кН | Водоводы гидроэлектростанций, морские водовыпуски | Навесной или автономный портал на экскаваторе |
Для полевого класса средней дальности зажим для сварочного аппарата Обычно это конструкция с разъемным кольцом с четырьмя кулачками, которая входит в канавки на направляющей каретки сварочного аппарата. Каждая челюсть регулируется независимо, так что овальную или слегка некруглую трубу, что обычно встречается в рулонах ПНД, подвергающихся нагрузкам при хранении, можно скруглить перед началом облицовки.
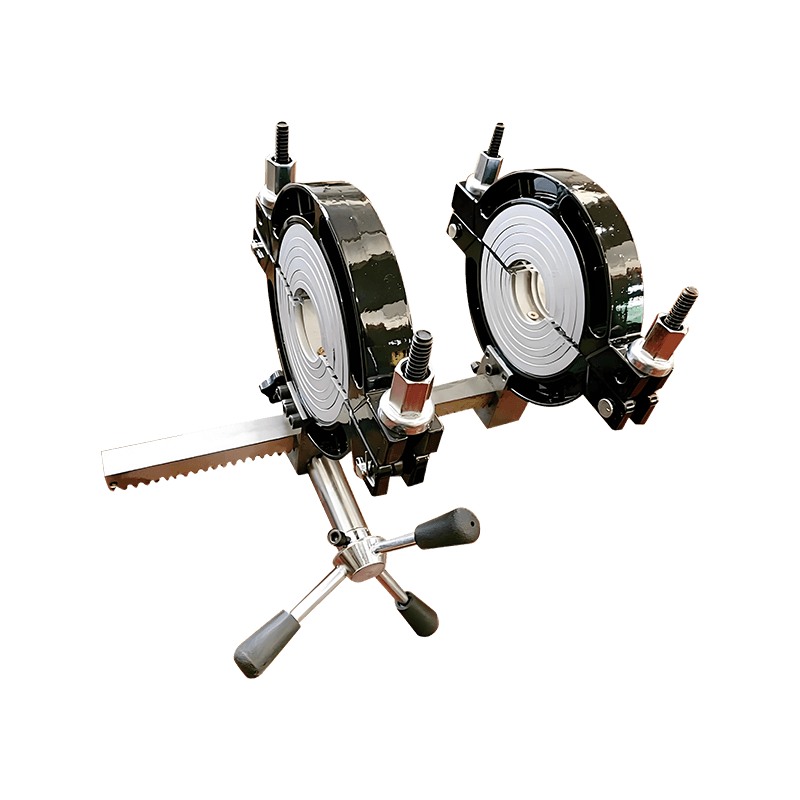
Зажим для труб сварочного аппарата: почему центрирование — это все
зажим для сварочного аппарата одновременно выполняет три задачи: удерживает концы труб на центральной оси машины, противостоит осевым силам, возникающим во время приложения давления сварки, и обеспечивает плавное перемещение каретки с низким коэффициентом трения, что позволяет точно устанавливать и поддерживать давление сопротивления нагрева. Неудача в любой из этих ролей приводит к дефектному суставу.
Материалы и конфигурации зажимных губок
Большинство хомутов предназначены для использования на трубах из ПЭ и ПП. губки из ковкого чугуна или литого алюминия со сменным полиуретановым или нейлоновым вкладышем. Вкладыш предотвращает попадание следов челюстей в стенку трубы, что может привести к концентрации напряжений вблизи стыка. Для работ очень большого диаметра (более 630 мм) некоторые производители переходят на наборы сегментированных стальных губок, которые соединяются болтами по окружности трубы.
Допуск на несоосность зажимов имеет большее значение, чем думает большинство операторов. Исследования отказов монтажных соединений часто указывают на боковое смещение, превышающее 10% толщины стены как первичное происхождение дефекта. Для трубы SDR 11 диаметром 315 мм со стенкой 28,6 мм это означает предел смещения примерно 2,9 мм, что легко достижимо с помощью правильно обслуживаемого зажима, но трудно достичь, удерживая трубу рукой на простом стенде.
Интеграция зажимов со сварочными аппаратами с ЧПУ
Современная регистрация данных машина для сварки трубs интегрировать обратную связь по положению зажима в контур управления. Линейные энкодеры на направляющих каретки измеряют перемещение в режиме реального времени, позволяя машине рассчитывать мгновенное давление сварки на основе площади гидравлического цилиндра и измеренное давление в цилиндре, а затем регистрировать его в зависимости от прошедшего времени. Результат — кривая сварки давления в зависимости от времени — становится постоянным рекордом качества соединения. Если кривая отклоняется от спецификации, машина немедленно помечает сварной шов. Этот подход с замкнутым контуром заменяет решение оператора относительно функции контроля давления, хотя оператор по-прежнему устанавливает и проверяет зажим зажима, визуально проверяет качество торцовки и контролирует условия окружающей среды.
Контрольный список выбора зажима
- Убедитесь, что набор зажимных губок соответствует фактическому наружному диаметру трубы, а не номинальному размеру. Трубы серии SDR одного и того же DN могут различаться на несколько миллиметров в зависимости от марки смолы.
- Проверяйте состояние вкладыша перед каждой сменой. Изношенные вкладыши позволяют трубе проскальзывать в осевом направлении при приложении давления сварки, вызывая асимметрию валика.
- Убедитесь, что номинальная сила зажима превышает максимальное давление сварки для самой большой трубы в работе. Для трубы SDR 11 PE 100 диаметром 450 мм сила сварки составляет примерно 68 кН ; зажим и его крепление к каретке должны выдерживать эту нагрузку без отклонения.
- Осмотрите шарнирные пальцы челюсти и запорные механизмы на предмет износа. Свободный шарнир позволяет челюсти слегка вращаться под нагрузкой, смещая трубу от оси.
- Если электросварка выполняется после стыковой сварки на той же каретке машины, убедитесь, что зажим предназначен для удержания фитингов, а также гладких концов труб.
Критические параметры термоядерного синтеза и их числовые цели
Каждый авторитетный стандарт сварки — будь то DVS 2207-1, EN 12007 или ASTM F2620 — использует одну и ту же базовую структуру параметров. Что меняется между стандартами, так это точное числовое значение для конкретных марок смол и размеров труб. В таблице ниже показаны репрезентативные цели для стыковой сварки PE 100 при температуре окружающей среды 20 °C с использованием машина для сварки труб с гидросиловой установкой:
| Внешний диаметр трубы (мм) | Температура нагревателя (°C) | Давление сопротивления (бар) | Отопление Time (s) | Макс. переключение (с) | Мин. охлаждение (мин) |
|---|---|---|---|---|---|
| 110 | 210 ± 10 | Рассчитано по площади стены | 80 – 100 | 5 | 8 |
| 200 | 210 ± 10 | Рассчитано по площади стены | 140 – 180 | 6 | 14 |
| 315 | 210 ± 10 | Рассчитано по площади стены | 190 – 240 | 6 | 22 |
| 500 | 210 ± 10 | Рассчитано по площади стены | 280 – 350 | 8 | 36 |
| 630 | 210 ± 10 | Рассчитано по площади стены | 340 – 420 | 8 | 45 |
Давление сопротивления, указанное в таблице выше как «Рассчитано по площади стенки», означает, что операторы должны рассчитать конкретную настройку гидравлического давления для своей машины на основе диаметра цилиндра и формулы: P_цилиндр = (0,15 Н/мм² × площадь конца трубы) / площадь цилиндра . Каждая машина будет иметь немного разный диаметр гидравлического цилиндра, поэтому таблицы давления сварки всегда зависят от машины. Вот почему зажим для сварочного аппарата и машину следует рассматривать как согласованную систему — замена каретки или гидравлического блока без перерасчета настроек давления делает процедуру недействительной.
Влияние температуры окружающей среды на время охлаждения
Время охлаждения — один из наиболее часто используемых параметров на реальных строительных площадках. Последствием преждевременного освобождения зажима является соединение, которое выглядит прочным, но имеет остаточное напряжение в борте, что приводит к медленному росту трещин в течение многих лет эксплуатации. Поправочный коэффициент по температуре значителен: при 0 °С окружающей среды , время охлаждения трубы SDR 11 диаметром 315 мм увеличивается примерно до 32 минуты по сравнению с 22 минутами при 20 °C. При температуре окружающей среды 35 °C время уменьшается примерно до 18 минут потому что конвективное охлаждение ускоряется.
Электросварка: когда отдельная машина для сварки труб нецелесообразна
Электросварка является предпочтительным методом, когда стыковая сварка нецелесообразна — обычно в ограниченных траншеях, на крутых поворотах или в сценариях ремонта, где требуется вытягивание полного машина для сварки труб в положение невозможно. В этом процессе используются фитинги со встроенными катушками из резистивной проволоки. Специальный контроллер электросварки обеспечивает точно контролируемое напряжение (обычно от 8 В до 48 В постоянного тока ) для определения времени сварки, соответствующего фитингу, с использованием данных сканирования штрих-кода для автоматической установки параметров.
Подготовка труб
Зачистите наружный диаметр трубы по всей зоне вставки раструба на глубину 0,2–0,5 мм, чтобы удалить окисленную пленку. Это самый важный шаг — окисление поверхности предотвращает диффузию полимерной цепи. Используйте вращающийся скребок, размер которого точно соответствует наружному диаметру трубы, а не нож или абразивную ткань.
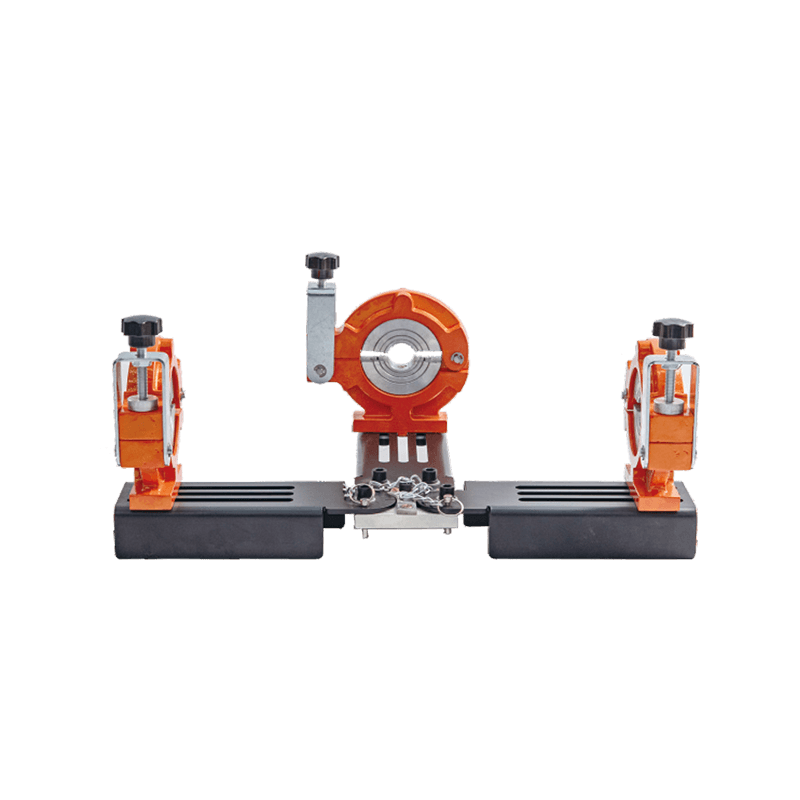
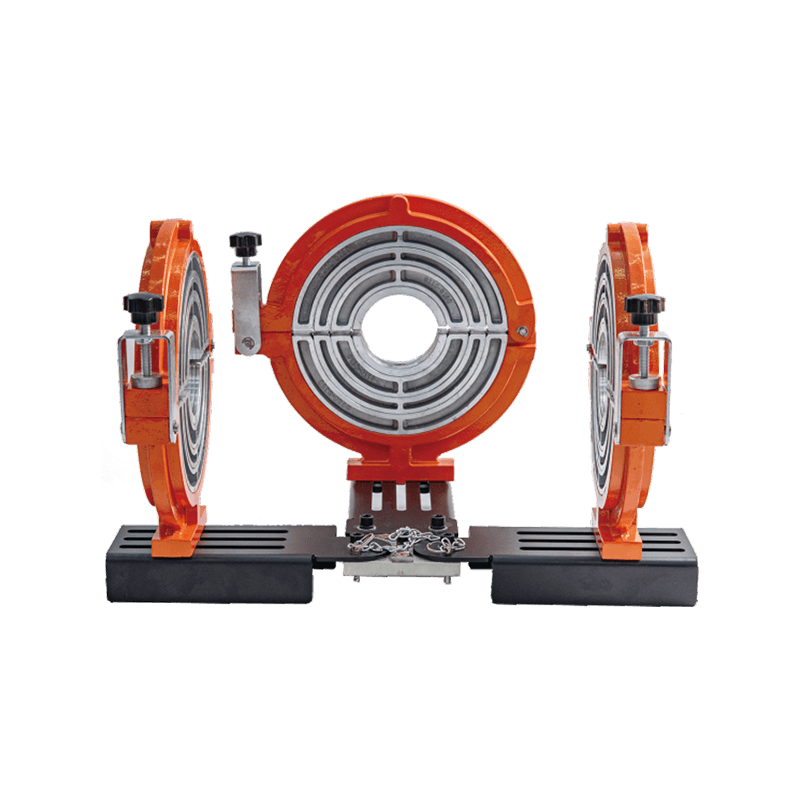
Выравнивающий зажим
Выравнивающий зажим или опорный кронштейн трубы должен удерживать концы трубы на коллинеарности с осью фитинга во время полного цикла сварки и остывания. Движение во время плавления разрушает зону плавления и создает пористую поверхность раздела. Специальные электросварные выравнивающие зажимы проще, чем машины для стыковой сварки, но они выполняют ту же фундаментальную функцию, что и зажимы для стыковой сварки. зажим для сварочного аппарата .
Слияние и охлаждение
Как только контроллер завершает цикл сварки, индикаторные штифты фитинга заметно выступают, подтверждая, что внутреннее давление возросло (расплав расплава расширился), как и ожидалось. Затем сборка должна остыть в течение периода, указанного для фитинга, обычно от 20 до 60 минут в зависимости от размера фитинга, до приложения какой-либо нагрузки.
Регистрация данных
Современные контроллеры электросварки хранят полный журнал каждого соединения: штрих-код фитинга, идентификатор оператора, температуру окружающей среды, напряжение сварки, время сварки и отметку даты/времени. Эта запись прослеживаемости обычно требуется для проектов газораспределения, питьевой воды и промышленных трубопроводов. Машина по существу устраняет риск настройки параметров для оператора термоядерной стороны процесса.
Распространенные дефекты сварки, причины и профилактика
Понимание механизмов дефектов так же важно, как и знание правильной процедуры. Ниже описываются наиболее часто встречающиеся дефекты сварных швов и причины их возникновения на основе данных анализа отказов на местах в проектах водоснабжения и газораспределения.
Холодный синтез (недостаточная глубина расплава)
Вызвано неправильным временем нагрева, низкой температурой нагревательной пластины или слишком быстрой сменой, которая позволяет поверхности повторно затвердеть до того, как трубы будут соединены вместе. Соединение обеспечивает частичное соединение неровностей поверхности, но оставляет несвязанные зоны по всему поперечному сечению. Гидростатические испытания на разрыв обычно показывают отказ при От 40% до 60% ожидаемого давления разрушения . Профилактика: перед каждым сеансом сварки проверяйте температуру пластины нагревателя с помощью калиброванного контактного термометра; используйте таймер, а не только визуальное суждение.
Осевое смещение (шаг на борте)
Результат изношенности или неправильного размера зажим для сварочного аппарата губок или из-за использования переходной вставки, не соответствующей наружному диаметру трубы. Видимая ступенька на сварном валике создает концентрацию напряжений, которая под действием усталостной нагрузки приводит к растрескиванию при рабочем давлении значительно ниже номинального рабочего давления. Даже смещение 2 мм в трубе SDR 11 диаметром 110 мм снижает усталостную долговечность примерно на 40 % при испытаниях на циклическое давление. Профилактика: регулярно осматривайте и заменяйте вкладыши хомутов; измерьте внешний диаметр трубы перед выбором вставок губок.
Включение/загрязнение
Грязь, влага, трубная стружка или загрязнение пластины нагревателя, попавшие в границу раздела расплава, препятствуют диффузии полимера через эту зону. Даже тонкая пленка влаги может создать паровую пустоту, которая при ультразвуковом исследовании выглядит как круглое темное включение. Профилактика: содержать в чистоте облицовочную поверхность и поверхность нагревательной пластины; протрите пластину чистой сухой тканью, ни в коем случае не оставляющими следы растворителями; и всегда выполнять повторную торцовку, если после торцовки коснулись конца трубы.
Преждевременное освобождение зажима
Выпуск машина для сварки труб зажим до того, как труба остынет ниже температуры кристаллизации, позволяет валику деформироваться под остаточным напряжением расплава. Внешний шарик может выглядеть нормально, но внутренняя структура имеет микропустоты и пониженную плотность кристалличности. В течение срока службы 30–50 лет под постоянным давлением эта внутренняя пористость становится местом медленного зарождения трещин. Профилактика: используйте механический таймер или таймер автоматического охлаждения машины, никогда не полагайтесь на мнение оператора.
Чрезмерное давление сварки
Слишком высокое давление плавления выдавливает расплавленный материал из границы раздела до того, как произойдет адекватная диффузия, создавая тонкую связь с шариком слишком большого размера, но с недостаточной сшитой структурой. Избыточный материал валиков в отверстии трубы также увеличивает сопротивление потоку. Этот дефект часто возникает из-за использования неправильной таблицы давления — например, применения настройки давления от более крупной машины к меньшей без перерасчета разницы в диаметре отверстия цилиндра.
Обслуживание аппарата для сварки труб для обеспечения долгосрочной точности
A машина для сварки труб является точным инструментом. Термостат нагревательной пластины, уплотнения гидравлического цилиндра, направляющие каретки и зажим для сварочного аппарата Все поверхности челюстей изнашиваются и смещаются, что может незаметно ухудшить качество соединения задолго до того, как какая-либо механическая неисправность станет очевидной. Структурированное обслуживание предотвращает эту деградацию.
Ежедневные проверки
- Проверьте температуру пластины нагревателя на рабочем уровне с помощью калиброванного контактного или инфракрасного термометра, а не только с помощью встроенного дисплея машины.
- Очистите пластину нагревателя с тефлоновым покрытием сухой безворсовой тканью; проверьте, нет ли царапин или отслоений, которые могут перенести загрязнение на поверхность расплава.
- Проверьте уровень гидравлического масла; низкий уровень масла вызывает скачки давления и непостоянную подачу усилия.
- Осмотрите вкладыши зажимных губок на предмет следов износа, трещин или въевшегося мусора в трубу.
- Убедитесь, что лезвия торцевого триммера острые — тупое лезвие оставляет разорванные, а не аккуратно обрезанные концы труб, которые неправильно сплавляются.
Ежемесячное обслуживание
- Смажьте направляющие каретки и ходовой винт смазкой, рекомендованной производителем станка. Чрезмерная смазка неправильной смазкой притягивает трубную стружку, которая затем превращается в включения.
- Проверьте калибровку манометра гидравлического давления по известному эталону; дрейф более чем 2% гарантирует повторную калибровку или замену манометра.
- Проверьте усилие смыкания зажима с помощью тензодатчика, чтобы убедиться, что усилие зажима соответствует минимальным характеристикам удержания, установленным производителем для самого большого набора зажимов.
- Проверьте электрические соединения устройств регистрации данных на наличие коррозии, особенно в траншеях с высокой влажностью.
Ежегодный капитальный ремонт
- Замените уплотнения гидроцилиндров в комплекте; Замена индивидуального уплотнения после единичной утечки увеличивает интервалы между ремонтами и повышает риск образования задиров в цилиндре.
- Отправьте термопару пластинчатого нагревателя на независимую калибровку; накопленный дрейф в датчике температуры является наиболее распространенной причиной низкокачественной холодной сварки, которая выдерживает визуальный осмотр, но не проходит при длительных гидростатических испытаниях.
- Замените все блоки подшипников каретки, если линейный зазор превышает 0,3 мм измерено на установочной поверхности губки.
- Промойте и замените гидравлическую жидкость; загрязненная жидкость увеличивает внутренние утечки через уплотнения цилиндра, снижая эффективную силу сварки.
Как правильно выбрать машину для сварки труб для вашего проекта
Выбор машина для сварки труб Это не просто вопрос подбора наибольшего наружного диаметра трубы в работе. Условия проекта, материал труб, доступ к рабочему месту, доступность электропитания и требования к документации по качеству – все это определяет спецификацию. В следующей схеме систематически рассматривается каждый фактор.
- Определите полный диапазон наружного диаметра трубы. Машина, рассчитанная на диаметр 90–315 мм, может подойти для большинства соединений, но не подойдет для фитингов диаметром 400 мм, которые имеются на клапанных станциях. Либо включите эти соединения в спецификацию машины, либо запланируйте дополнительную машину или решение для электросварки.
- Оцените доступность гидравлической энергии. На удаленных объектах без надежного доступа к генератору рассмотрите машины с гидравлическими агрегатами с батарейным питанием или конструкции с ручным винтовым приводом для труб меньшего диаметра. Колебания напряжения от генераторов недостаточной мощности повреждают электронные платы управления машинами регистрации данных.
- Оцените доступ и переносимость. Машина диаметром 630 мм без силового агрегата весит более 800 кг. При глубине траншеи менее 3 м и ограниченной рабочей ширине машина, которую невозможно поднять краном за один подъем как единое целое, потребует сборки на месте, что увеличивает время и создает дополнительные риски выравнивания с зажим для сварочного аппарата интерфейс челюсть-рама.
- Убедитесь в совместимости материалов труб. PE 100 RC (устойчивый к растрескиванию), PP-R, PVDF и PA 12 требуют разных температур нагревательной пластины и разных расчетов давления сварки, основанных на их MFR (скорости течения расплава). Машины, продаваемые за полиэтилен, могут не поставляться с нагревательными пластинами, рассчитанными на ПВДФ, или с правильными таблицами сварки программного обеспечения.
- Заранее определите требования к регистрации данных. Если владельцу проекта требуется отслеживание каждого соединения с помощью цифровых следов сварки, машина должна иметь встроенный регистратор данных с возможностью экспорта. Модернизация системы регистрации данных базовой гидравлической машины после покупки редко бывает простой и может не соответствовать требованиям документации.
- Проверьте диапазон зажимных губок. Машины, рассчитанные на определенный наружный диаметр, могут включать в себя в качестве стандартного оборудования наборы челюстей только для определенной части этого диапазона. Редукционные пластины для малых диаметров и наборы удлиненных кулачков для верхней части модельного ряда часто являются дополнительными затратами. Прежде чем окончательно оформить заказ на станок, убедитесь, что в комплект входит полный комплект кулачков.
- Проверьте наличие запасных частей. Замена пластины нагревателя из ПТФЭ, триммерных лезвий, гидравлических уплотнений и комплектов зажимных вкладышей должна быть доступна на месте или в короткие сроки. Программа сварки, которая прекращается из-за того, что лезвие триммера находится в 12-недельном графике импорта, имеет серьезные последствия для проекта.
Меры безопасности при работе на машинах для сварки труб
Работа по сварке предполагает длительное воздействие поверхностей при температуре 210 °C или выше, значительные гидравлические силы, превышающие 100 кН на более крупных машинах, а также физические требования, связанные с обращением с тяжелыми трубами и оборудованием в ограниченных траншеях. Следующие методы касаются наиболее значительных категорий опасностей.
Опасность ожогов и перегрева
- При работе с нагревательной пластиной всегда используйте термостойкие перчатки. Покрытие из ПТФЭ делает опасность неочевидной, поскольку к пластине можно кратковременно прикоснуться без немедленного ожога, что маскирует серьезность температуры.
- Во время фазы переключения расположите подставку для хранения нагревательных пластин с подветренной стороны от операторов. А Пластина 210 °C излучает значительное количество тепла и может вызвать повреждение роговицы при близком контакте.
- Никогда не кладите нагревательную пластину на почву или органический материал. Контакт с сухой растительностью может привести к возгоранию, если оставить плиту без присмотра.
Гидравлические опасности
- Держите руки подальше от зоны перемещения каретки во время приложения давления. Сварочные машины генерируют силы, которые мгновенно раздавят руки или ноги — во время работы автоматического цикла защитные приспособления должны оставаться на месте.
- Никогда не используйте машину для установки на место смещенных или искривленных концов труб. Аппарат для сварки представляет собой прецизионный сварочный инструмент, а не выпрямитель труб; приложение боковой силы к гидравлической каретке для выравнивания концов труб, которые должны поддерживаться снаружи, может привести к поломке рамы каретки.
- Проверяйте состояние гидравлических шлангов перед каждой сменой. Гидравлический взрыв в 200 бар рабочее давление может привести к инъекционным травмам, которые не проявляются сразу, но являются серьезными с медицинской точки зрения.
Ограниченное пространство и безопасность в траншеях
- При работе машина для сварки труб Внутри раскопок убедитесь, что опоры стены траншеи соответствуют местным требованиям, прежде чем опускать оборудование. Вес машины и вибрация от работы гидравлики могут дестабилизировать стены с недостаточно закрепленными опорами.
- Всегда обеспечивайте свободный путь эвакуации. Цикл сварки, для охлаждения которого требуется 30 минут, нельзя безопасно прекратить в середине цикла, но операторы должны иметь возможность выйти, если условия в траншеи ухудшатся.
- Контролируйте качество воздуха в глубоких траншеях на наличие метана, CO или низкого уровня кислорода, особенно при сварке вблизи существующей газовой инфраструктуры.
Стыковая сварка, раструбная сварка или электросварка: выбор метода
У каждого метода слияния есть область, в которой он превосходит другие. Опытные подрядчики по трубопроводам обычно несут с собой как машина для сварки труб и контроллер электросварки, каждый из которых используется там, где он наиболее эффективен.
| Критерий | Батт Фьюжн | Розетка Фьюжн | Электросварка |
|---|---|---|---|
| Подходящий диапазон наружного диаметра | 20 мм – 1600 мм | 16 мм – 160 мм | 20 мм – 1200 мм |
| Стоимость оборудования | От среднего до очень высокого | Низкий | Низкий (controller) fitting cost |
| Стоимость совместных материалов | Низкий (no fitting required) | Средний (раструбная арматура) | Высокий (фитинги EF стоят дорого) |
| Пригодность в ограниченном пространстве | Плохо – машине необходим осевой зазор | Умеренный | Отлично |
| Зависимость от навыков оператора | Высокий (автоматические машины уменьшают это) | Очень высокий | Низкий (machine controls parameters) |
| Отслеживаемость сварных швов | Опционально (с устройством регистрации данных) | Редко доступен | Стандартно для всех современных контроллеров |
| Производительность (суставов/день) | Высокая для прямой трубы | Высокий для сетей малого диаметра | Низкийer due to fitting cost and cooling |
Для прямых водо- и газопроводов в условиях открытой траншеи сварка встык при правильном обслуживании машина для сварки труб и качество зажим для сварочного аппарата система всегда обеспечивает минимальную стоимость установки на соединение. Электросварка становится экономически рациональным выбором для соединений на арматуре, сервисных тройниках и ремонтных муфтах, где доступ к стыковой машине ограничен, несмотря на более высокую стоимость фитинга.
Отраслевые применения и ожидаемые результаты
Системы полиэтиленовых труб, сваренные плавлением, установленные с помощью правильно эксплуатируемого оборудования. машина для сварки труб продемонстрировали срок службы более 50 лет при постоянном давлении в водопроводных и газораспределительных сетях. Ниже описаны данные о производительности в наиболее распространенных секторах приложений.
Труба PE 100, сваренная с правильными параметрами и испытанная перед вводом в эксплуатацию давлением, в 1,5 раза превышающим рабочее давление, имеет измеренную скорость утечки в процессе эксплуатации, которая постоянно ниже 0,1 литра на км в час на метр напора по сравнению с 5–20 литрами для эквивалентных по возрасту систем из ПВХ с механическими соединениями. Целостность сварных соединений всей трубы является основным фактором, определяющим эти цифры: каждое механическое соединение является потенциальной точкой утечки, а системы сварки практически не имеют механических соединений на прямом участке.
ПЭ труба, сваренная калиброванным машина для сварки труб использовался для газораспределения при давлениях до 10 бар в сетях среднего давления. Сопротивление материала движению почвы — полиэтилен может выдерживать продольную деформацию до 5 %, прежде чем он станет текучим, по сравнению с почти нулевой для серого чугуна или стали — делает его доминирующим выбором для замены стареющих чугунных магистралей в городских условиях.
В трубах из плавленого ПВДФ (поливинилиденфторида) для сверхчистой воды полупроводникового класса, дозирования агрессивных химикатов и фармацевтических технологических линий используются те же принципы сварки, что и в полиэтилене, но при более высоких заданных температурах и с более строгим контролем загрязнения. Загрязнение одной частицы во время облицовки или нагревания может поставить под угрозу весь контур сверхчистой воды; На промышленных предприятиях для этих целей обычно используются переносные сварочные аппараты для чистых помещений с защитными кожухами с HEPA-фильтрами.
Трубы из полиэтилена высокой плотности, сваренные в длинные прямые участки, являются стандартным решением для транспортировки шлама при утилизации хвостов и выгрузке земснарядов на рудниках. Трубы свариваются в надземные колонны длиной 100 м и более с использованием широкоформатной сварки. машина для сварки трубs , затем занесло или вплыло в нужное положение. Отсутствие фланцевых соединений исключает отказ герметичного уплотнения, который исторически вызывал неконтролируемые разливы хвостов в местах расположения фланцев в стальных системах.