English
English 中文简体
中文简体 русский
русский عربى
عربى
Контент
- 1 5 основных типов соединений для сварки плавлением
- 2 Стыковое соединение — основа стыковой сварки
- 3 Т-образное соединение (тройник) — разветвления и структурные соединения
- 4 Угловое соединение — корпуса, резервуары и сборные конструкции
- 5 Соединение внахлест — перекрывающиеся элементы и применение тонких материалов
- 6 Краевое соединение — сварка тонкой пластины и листового металла
- 7 Сравнение 5 типов соединений: сильные и слабые стороны и типичные области применения
- 8 Как выбор типа соединения влияет на выбор аппарата для стыковой сварки
- 9 Подготовка соединения: этап, определяющий качество сварного шва перед запуском машины
- 10 Проверка сварного шва: чтение стыкового соединения после сварки
- 11 Стандарты и сертификаты, регулирующие стыковую сварку плавлением
- 12 Распространенные дефекты стыковых сварных соединений и способы их предотвращения
- 13 Часто задаваемые вопросы
- 13.1 Какой из 5 типов соединений является самым прочным при сварке плавлением?
- 13.2 Может ли аппарат для стыковой сварки сваривать все 5 типов соединений?
- 13.3 Какой диапазон диаметров обычно охватывают машины для стыковой сварки?
- 13.4 Использовалось ли когда-либо соединение внахлестку при сварке труб плавлением?
- 13.5 Сколько времени требуется стыковому сварному шву, чтобы остыть, прежде чем соединение можно будет подвергнуть напряжению?
5 основных типов соединений для сварки плавлением
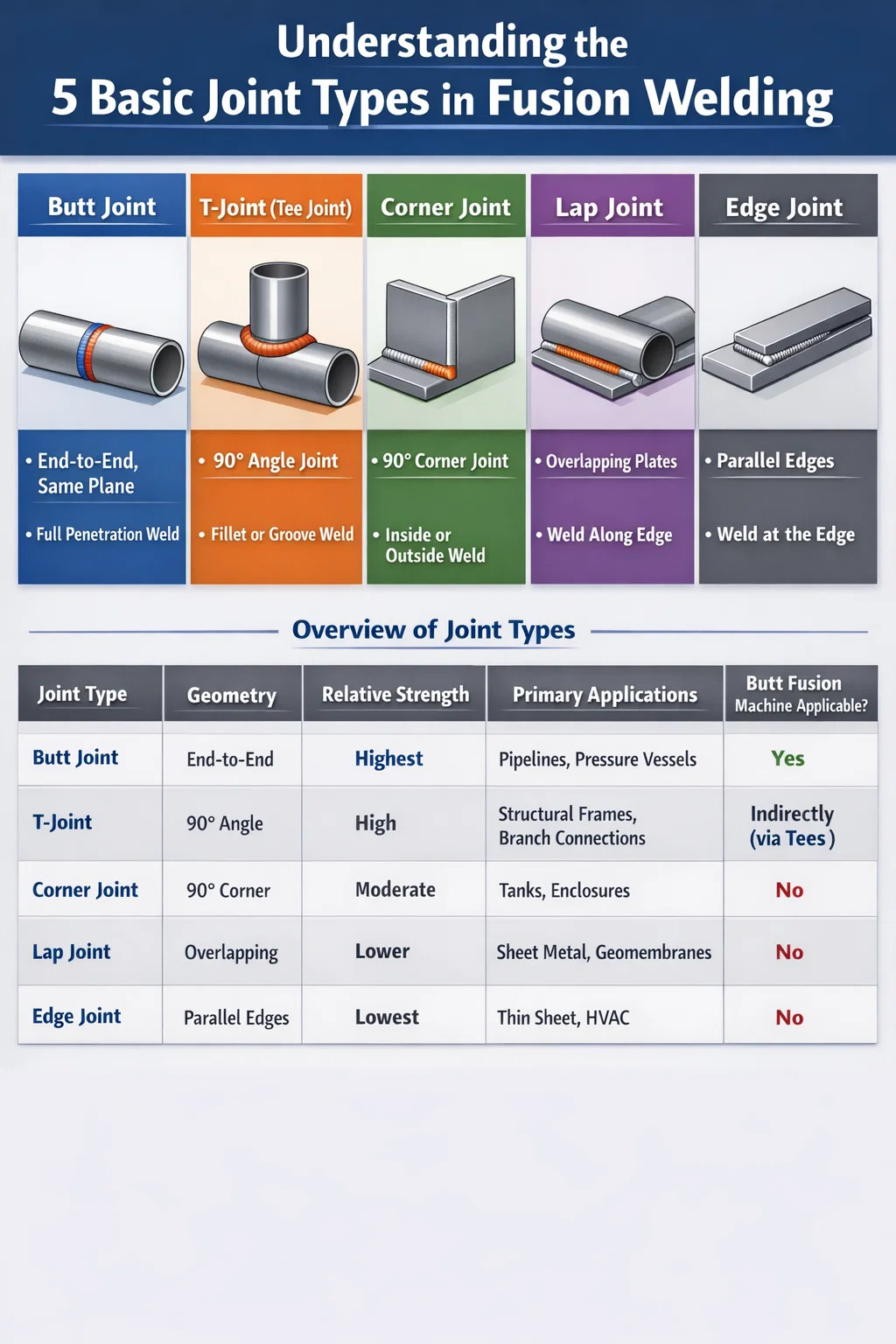
Пять основных типов соединений, используемых при сварке плавлением: стыковое соединение, Т-образное соединение (тройник), угловое соединение, соединение внахлест и краевое соединение . Каждый из них служит определенной структурной цели и определяет, как расположены и соединяются две части основного материала. Выбор неправильного типа соединения приводит к концентрации напряжений, слабым сварным швам и преждевременному выходу из строя, особенно в системах трубопроводов, рассчитанных на давление, где Машины для стыковой сварки являются стандартным оборудованием. Понимание того, когда и почему использовать каждый сустав, — это не теоретическое упражнение; это напрямую влияет на герметичность, несущую способность и срок службы.
В термопластичных трубопроводах — системах HDPE, PP-R и PVDF — выбор типа соединения тесно связан с выбором оборудования. Например, аппарат для стыковой сварки предназначен специально для стыковых соединений концов труб, и его использование для любой другой геометрии требует специального инструмента или просто неприменимо. Знание границ каждого типа шва помогает инженерам и полевым бригадам принимать более обоснованные решения еще до того, как будет уложен один бортик.
Стыковое соединение — основа стыковой сварки
Стыковое соединение соединяет два куска материала в одной плоскости. Это наиболее широко используемая конфигурация соединения при строительстве трубопроводов и изготовлении сосудов под давлением, поскольку путь сварки проходит прямо через поперечное сечение обеих частей, что обеспечивает сварку с полным проваром. При правильном выполнении стыковое соединение достигает прочности, близкой к основному металлу, и равномерно распределяет нагрузку по всей зоне сварки.
Это именно та геометрия, которая машины для стыковой сварки созданы для того, чтобы справляться. Машина зажимает концы труб или фитингов в совмещенных приспособлениях, выравнивает сопрягаемые поверхности с помощью вращающегося триммера для создания идеально плоских и параллельных контактных поверхностей, одновременно нагревает обе поверхности калиброванной нагревательной пластиной, затем извлекает пластину и применяет контролируемое давление сварки для формирования соединения. В результате получается непрерывный однородный сварной шов по всей толщине стенки трубы на 100%.
Почему стыковые соединения доминируют в системах термопластичных труб
Для трубных сетей из полиэтилена высокой плотности, работающих при давлении от 4 до 25 бар, почти всегда предпочтительным является стыковое соединение. Исследования сварных швов труб из ПЭВП неизменно показывают прочность на разрыв на уровне или выше 95 % от номинального значения основного материала когда процедуры стыковой сварки соответствуют протоколам ИСО 21307 или АСТМ Ф2620. Соединение не вызывает возникновения угловых напряжений и сохраняет полное внутреннее отверстие трубы, что имеет решающее значение для эффективности потока при распределении воды, транспортировке газа и работе с промышленными жидкостями.
Машины для стыковой сварки доступны в широком диапазоне диаметров — от компактных гидравлических агрегатов для труб диаметром от 63 мм до крупнорамных машин для обработки труб диаметром 1600 мм и более. Варианты с ЧПУ автоматически регистрируют температуру нагревательной пластины, давление сварки и время выдержки, создавая цифровые записи отслеживания, соответствующие требованиям ИСО 12176-4 к регистрации данных для критически важных инфраструктурных проектов.
Ключевые параметры, определяющие качество стыкового соединения
- Температура нагревательной пластины: обычно 200–230°С для ПЭВП, проверено калиброванным контактным термометром перед каждым циклом сварки
- Время нагрева: рассчитывается на основе толщины стенки трубы (SDR), обычно от 40 до 210 секунд для толщины стенки от 4 до 60 мм.
- Время переналадки: интервал между снятием пластины и закрытием шва должен быть ниже указанных пределов — обычно 4–6 секунд для большинства марок HDPE
- Давление сварки: рассчитывается на основе наружного диаметра трубы и толщины стенки, не предполагается — манометры на машине для стыковой сварки должны быть проверены на соответствие отслеживаемым стандартам.
- Время охлаждения под давлением: преждевременное освобождение создает слабые, рыхлые сварные швы; Минимальная продолжительность охлаждения указана в зависимости от материала и толщины стенки в стандартах сварочных процедур.
Несоосность — еще одна переменная, которую должна контролировать машина. Допуск на округлость труб из ПЭВП означает, что концы редко совпадают идеально. Хорошие машины для стыковой сварки включают в себя гидравлические выравнивающие зажимы, которые корректируют овальность и угловое отклонение, удерживая несоответствие ниже 10% толщины стены предел, установленный ДВС 2207-1 и аналогичными стандартами.
Т-образное соединение (тройник) — разветвления и структурные соединения
Т-образное соединение, также называемое тавровым соединением, образуется, когда один кусок материала встречается с другим под углом 90 °, образуя поперечное сечение, напоминающее букву Т. Один элемент — это перемычка (стойка), а другой — фланец (основание). Эта конфигурация чрезвычайно распространена в производстве металлоконструкций, судостроении, креплении патрубков сосудов под давлением и соединениях ответвлений трубопроводов.
При сварке плавлением металлов — MIG, TIG и сварке под флюсом — Т-образные соединения свариваются угловыми швами по обеим сторонам стенки или сварными швами с частичным/полным проплавлением, когда требуется более высокая прочность и усталостная стойкость. Двусторонний угловой шов Т-образного соединения с длиной участка, равной 0,7 толщины листа, обычно обеспечивает достаточную прочность для статических нагрузок, но динамическая или циклическая нагрузка требует полного провара и тщательного осмотра корня.
Т-образные соединения в термопластических системах
В трубах из полиэтилена высокой плотности и полипропилена настоящие Т-образные соединения между трубами не создаются путем прямой сварки плавлением в полевых условиях, как в случае металла. Вместо этого в линию вставляются сборные тройники с концами, сваренными встык, а ответвительное соединение образуется двумя стыковыми соединениями — по одному с каждой стороны фитинга. Это означает машины для стыковой сварки по-прежнему являются предпочтительным инструментом даже для разветвления трубопроводов, поскольку проблема геометрии решается на этапе проектирования фитинга, а не на этапе сварки.
Седлообразные электросварные фитинги предлагают альтернативный подход для создания ответвлений без разрезания основной трубы — после сварки внутри фитинга активируется резак, открывающий путь потоку. Этот метод обычно используется для подключений к газовым сетям, где давление невозможно прервать.
Угловое соединение — корпуса, резервуары и сборные конструкции
Угловое соединение соединяет два куска материала по краям, образуя угол 90° — как угол коробки или прямоугольной рамы. Сварной шов размещается либо на внутренней стороне (закрытое угловое соединение), либо на внешней стороне (открытое угловое соединение), либо на обеих сторонах, в зависимости от условий нагрузки и требований к доступности.
Угловые соединения широко распространены при изготовлении резервуаров, корпусов, каркасов конструкций и конструкций из листового металла. Для применений, выдерживающих давление, обычно требуется открытый угловой шов с полным проникновением корня, что требует тщательной подготовки шва и строгого контроля прилегания. Риск угловых соединений заключается в неполном сращении у корня, в результате чего образуется насечка, концентрирующая напряжение при циклической нагрузке.
При изготовлении резервуаров из термопластов — полиэтиленовых и полипропиленовых резервуаров для хранения химикатов — угловые сварные швы выполняются сваркой горячим газом или экструзионной сваркой, а не стыковой сваркой. Гибкость и малый диаметр горелки оборудования для горячего газа позволяют работать в узких углах, в то время как экструзионная сварка наносит непрерывный валик присадочного материала за один проход, что сокращает трудоемкость нескольких проходов и улучшает стабильность сварного шва в более толстых секциях листа.
Соединение внахлест — перекрывающиеся элементы и применение тонких материалов
Соединение внахлест образуется путем наложения двух кусков материала и сварки вдоль открытого края одного или обоих. Соединение создает естественный эксцентриситет (траектория нагрузки не прямая), что создает изгибающие моменты и концентрацию напряжений в местах сварки. По этой причине соединения внахлестку обычно избегают в основных элементах конструкции и системах давления, но они широко используются при обработке листового металла, панелях автомобильного кузова и в тех случаях, когда односторонний доступ ограничивает другие варианты.
Прочность нахлесточного соединения во многом зависит от длины нахлеста. Общее правило при проектировании конструкций — делать перекрытие как минимум в четыре раза толще более тонкого элемента . Двусторонние соединения внахлест — с угловыми сварными швами с обеих сторон — эксцентриситет распределяются более равномерно и значительно прочнее, чем односторонние варианты.
Нахлесточные соединения редко встречаются при сварке плавлением термопластичных труб. Когда они все-таки появляются — например, при сварке листов футеровки или сварке геомембраны — вместо стандартных машин для стыковой сварки используются специализированные клиновые сварочные аппараты и оборудование для экструзии горячим воздухом. Сварные швы геомембраны из ПЭВП внахлестку для облицовки свалок проверяются с помощью испытания каналов под давлением воздуха, при котором двухдорожечный сварной шов создает герметичный канал, в котором создается давление для обнаружения утечек перед обратной засыпкой.
Краевое соединение — сварка тонкой пластины и листового металла
Краевое соединение соединяет края двух или более параллельных кусков материала, лежащих в одной плоскости и сложенных друг на друга по краям. Это наименее распространенный из пяти основных типов соединений в конструкциях и в основном используется для тонкого листового металла, фланцевых кромок и легких изделий, где соединение не несет значительной нагрузки.
Краевые соединения типичны для таких применений, как коробки из листового металла, края воздуховодов систем отопления, вентиляции и кондиционирования воздуха и крышки теплообменников. В этих случаях сварной шов обеспечивает герметизацию, а не прочность конструкции. Для тонкого материала — пластины толщиной менее 3 мм — риск прожога значителен, а соединение обеспечивает минимальное сопротивление силам, приложенным перпендикулярно плоскости сварного шва.
При изготовлении термопластических труб и листов краевые соединения не являются стандартным типом соединений сваркой плавлением по тем же причинам, по которым их избегают в нагруженных металлических конструкциях. Геометрия не подходит для методов зажима и приложения давления, используемых в машинах для стыковой сварки или в инструментах для электросварки.
Сравнение 5 типов соединений: сильные и слабые стороны и типичные области применения
| Тип соединения | Геометрия | Относительная сила | Основные приложения | Подходит ли машина для стыковой сварки? |
|---|---|---|---|---|
| Стыковое соединение | Сквозь конец, в одной плоскости | Высший (возможно полное проникновение) | Трубопроводы, сосуды под давлением, элементы конструкций | Да — основное применение |
| Т-образное соединение | Один член перпендикулярен другому | Высокий (с сварным швом с кромкой с полным проплавлением) | Конструктивные рамы, крепления сопел, ответвления трубопроводов (через тройники) | Косвенно (через торцевые тройники) |
| Угловое соединение | Края встречаются под углом (90°) | Умеренный | Резервуары, корпуса, каркасы, коробчатые секции | Нет — используется экструзия или сварка горячим газом. |
| коленный сустав | Перекрывающиеся члены | Нижний (эксцентричный путь нагрузки) | Листовой металл, автомобильная промышленность, геомембраны | Нет — используются сварочные аппараты клиновой или экструзионной сварки. |
| Краевое соединение | Параллельные края в одной плоскости | Самый низкий (только уплотнение, не структурный) | Тонкий лист, воздуховоды HVAC, легкая обработка | Нет |
Как выбор типа соединения влияет на выбор аппарата для стыковой сварки
Взаимодействие между геометрией соединения и выбором оборудования имеет большее значение, чем первоначально ожидали многие инженеры-проектировщики. Как только проектировщик определяет конфигурацию стыкового соединения для термопластической трубопроводной системы, машина для стыковой сварки становится оборудованием по умолчанию, но «машина для стыковой сварки» не является отдельным продуктом. В эту область входят ручные гидравлические агрегаты, полуавтоматические гидравлические машины и полностью автоматизированные машины для стыковой сварки с ЧПУ, каждая из которых имеет разные возможности и применимый диапазон диаметров.
Ручные и гидравлические машины для стыковой сварки с ЧПУ
Ручные аппараты для стыковой сварки обычно используются для труб меньшего диаметра. от Ду 63 до Ду 250 мм — когда оператор вручную применяет и контролирует давление сварки с использованием системы с контролем крутящего момента. Эти машины портативны, дешевле и широко используются подрядчиками водоснабжения и установщиками ирригационных систем. Ограничением является зависимость оператора: давление сварки, время переналадки и дисциплина охлаждения — все зависит от индивидуальных навыков.
Гидравлические машины для стыковой сварки расширяют практический диапазон до DN 630 мм и выше, используя гидравлические цилиндры для подачи и поддержания точного давления сварки, указанного в процедуре сварки. Большинство современных гидравлических агрегатов оснащены манометром и таймером, но оператор по-прежнему контролирует последовательность действий вручную. Эти машины являются рабочей лошадкой в проектах по прокладке газораспределительных и водопроводных сетей по всему миру.
Машины для стыковой сварки с ЧПУ автоматизируют всю последовательность сварки — от проверки облицовки поверхности до нагрева, переключения, повышения давления сварки и охлаждения. Машина регистрирует все данные процесса по серийному номеру сварного шва, создавая контрольные журналы, соответствующие стандарту ISO 12176-4. Эти машины являются стандартным выбором для критической инфраструктуры: изготовление морских трубопроводов, газопроводов и трубопроводов химических заводов, где необходимо проследить каждый сварной шов, а стоимость неисправного соединения чрезвычайно высока.
Методы соединения, дополняющие стыковую сварку
Даже в проектах, где преобладают конфигурации стыковых соединений, где прямые участки труб обрабатываются аппаратами для стыковой сварки, в переходных точках появляются другие типы соединений и процессы сварки:
- Электромуфтовая сварка используется там, где труба не может вращаться или где аппарат для стыковой сварки не может получить доступ к месту соединения — в траншеях с ограниченным рабочим пространством, вблизи стен или при подключении к существующей электросети
- Фланцевые соединения переход между термопластической трубой и металлическими клапанами или оборудованием — вовсе не сварное соединение, а механическое соединение
- Раструбная сварка представляет собой разновидность сварки внахлестку трубопроводов малого диаметра в строительстве: трубы и фитинги нагреваются отдельно и сдвигаются вместе, создавая соединение, напоминающее по геометрии соединение внахлестку.
- ИК стыковая сварка использует инфракрасный нагрев вместо нагревательных пластин прямого контакта, что устраняет риск загрязнения из-за разрушения покрытия из ПТФЭ на традиционных нагревательных пластинах и сокращает время переналадки до менее 3 секунд на совместимых моделях машин.
Подготовка соединения: этап, определяющий качество сварного шва перед запуском машины
Ни один аппарат для стыковой сварки, независимо от того, насколько совершенны его средства управления, не сможет компенсировать плохую подготовку соединения. Этап торцевания (обрезки) имеет решающее значение: оба конца трубы должны быть обработаны ровно, параллельно и перпендикулярно оси трубы, при этом торцовочная фреза оставляет поверхность достаточно гладкой, чтобы обеспечить полный контакт по всей области сопряжения. Сталкивающийся разрыв более чем 0,3 мм для труб до DN 400 мм. (согласно DVS 2207-1) является основанием для отклонения и повторного рассмотрения дела перед продолжением.
Торцевая фреза, встроенная в аппарат для стыковой сварки, является прецизионным инструментом, но она изнашивается. Лезвия с тупой поверхностью создают скорее рваные, чем бритые поверхности с видимыми следами инструмента и выдергиваниями волокон на материале. Регулярная замена лезвия — обычно каждый От 50 до 100 облицовочных операций в зависимости от материала и диаметра трубы — это задача по техническому обслуживанию, которую руководители проектов часто упускают из виду, пока не появляются проблемы с качеством сварки.
После облицовки к концам труб нельзя прикасаться голыми руками — кожные жиры попадают непосредственно на поверхность сварки и создают очаги загрязнения, препятствующие молекулярному соединению. Безворсовые перчатки и чистое сухое рабочее место являются базовыми требованиями, но они особенно важны для стыкового соединения, поскольку вся зона сварки зависит от двух плоских поверхностей, обеспечивающих равномерный термический и механический контакт.
Условия окружающей среды, влияющие на результаты сварки стыковых соединений
Ветер, дождь и низкие температуры напрямую влияют на тепловой баланс на нагревательной пластине и скорость проникновения тепла в стенку трубы. Большинство производителей аппаратов для стыковой сварки и стандарты на процедуры сварки требуют, чтобы:
- Температура окружающей среды во время сварки должна быть не менее 5°С , со специальными процедурами в холодную погоду для более низких температур, которые продлевают время нагрева
- Ветрозащиту (палатку или ветрозащиту) следует использовать всякий раз, когда скорость ветра превышает 3 м/с, чтобы предотвратить неравномерное охлаждение пластины нагревателя и валика расплава.
- Концы труб перед сваркой следует высушить и довести до температуры окружающей среды, если они хранились в холодных условиях — при сварке холодного конца трубы с нагретой пластиной образуется поверхностный расплав, который не проникает на необходимую глубину.
- Избегайте попадания прямых солнечных лучей на поверхность нагревательной пластины, поскольку УФ-излучение и неравномерный солнечный нагрев могут вызвать градиенты температуры поверхности, превышающие допуск ±5°C.
Проверка сварного шва: чтение стыкового соединения после сварки
Одним из практических преимуществ стыкового соединения, полученного с помощью аппарата для стыковой сварки, является то, что валик сварного шва (перевернутый заусенец на сварном шве) виден снаружи и обеспечивает обратную связь по качеству в режиме реального времени без разрушающих испытаний. Правильно сформированная бусина должна быть:
- Симметрично по обе стороны от осевой линии сварного шва — асимметрия указывает на неравномерный нагрев или несоосность концов трубы.
- Непрерывный по всей окружности — зазоры или прерывистые участки буртика указывают на недостаточное время нагрева или загрязнение.
- В пределах диапазона высоты валика, указанного для диаметра трубы и SDR — слишком маленький размер означает недовар, слишком большой — чрезмерный нагрев или давление.
- Отсутствие видимой канавки или впадины у основания валика (линия между валиком и поверхностью трубы) — острая канавка указывает на холодную сварку на границе раздела.
DVS 2202-1 и EN 12814-3 содержат количественные критерии приемлемости геометрии валика для стыковых сварных швов из ПЭВП и ПП. Многие программы контроля качества также требуют периодических разрушающих испытаний — испытаний на изгиб, растяжения и ударных испытаний на образцах производственных сварных швов — для проверки того, что фактическая прочность соединения соответствует техническим характеристикам независимо от внешнего вида валика.
Для ответственных трубопроводов ультразвуковой контроль с фазированной решеткой (ПАУТ) за последнее десятилетие стал пригодным для стыковых сварных швов из полиэтилена высокой плотности, обнаруживая внутренние пустоты, зоны холодного сваривания и включения загрязнений, которые не может выявить проверка шва. PAUT не заменяет бортовой контроль, но добавляет неразрушающий контроль подповерхностных слоев, который все чаще применяется в проектах транспортировки газа и морских трубопроводов.
Стандарты и сертификаты, регулирующие стыковую сварку плавлением
Стыковое соединение в системах термопластичных труб является одним из наиболее тщательно стандартизированных сварных соединений в любой отрасли. Экосистема соответствующих стандартов охватывает оборудование, процедуры, квалификацию операторов и проверки:
| Стандартный | Область применения | Регион |
|---|---|---|
| ISO 21307 | Процедура стыковой сварки труб и фитингов из полиэтилена высокой плотности. | Международный |
| ASTM F2620 | Соединение термосплавлением труб и фитингов из полиэтилена высокой плотности. | Нетrth America |
| DVS 2207-1 | Сварка термопластов — стыковая сварка труб, трубных деталей и листов из ПЭ. | Германия / ЕС |
| ИСО 12176-1 | Оборудование для стыковой сварки термопластов — требования | Международный |
| ISO 12176-4 | Требования к регистрации данных для машин стыковой сварки | Международный |
| ЕН 13067 | Квалификация персонала по сварке пластмасс — сварные узлы из термопластов | ЕС |
Квалификация оператора в соответствии с EN 13067 или эквивалентными национальными стандартами требует как теоретических знаний, так и практического испытания сварки, заверенного утвержденным экзаменационным органом. Сертифицированные сварщики должны продемонстрировать знание всех пяти основных типов соединений и пройти специальную оценку по стыковой сварке, включая настройку параметров, работу машины, оценку валиков и устранение распространенных дефектов. Повторная сертификация обычно требуется каждый два года , при этом доказательства недавней сварочной деятельности необходимы для поддержания активного статуса сертификации.
Распространенные дефекты стыковых сварных соединений и способы их предотвращения
Понимание механизмов возникновения дефектов в стыковом соединении необходимо для всех, кто занимается разработкой или эксплуатацией машин для стыковой сварки. Наиболее часто документированные виды отказов:
Холодный синтез
Холодная сварка происходит, когда сопрягаемые поверхности соединяются до достижения полной температуры плавления или когда время переключения слишком велико и температура поверхности падает ниже порога плавления. Соединение выглядит визуально приемлемым (формируется бусинка), но фактическая молекулярная взаимодиффузия на границе раздела недостаточна. Сварной шов выдерживает визуальный контроль, но не выдерживает испытаний под давлением или изгиба. Профилактика: строгое соблюдение времени нагрева, калиброванная температура нагревательной пластины и строгий контроль времени переключения.
Загрязнение
Грязь, влага, масло или разрушенное покрытие из ПТФЭ с пластины нагревателя, переходящие на поверхность расплава, создают включения, которые плохо сцепляются. Загрязнение является основной причиной долговременного разрушения стыковых сварных швов водопроводных труб из полиэтилена высокой плотности. Профилактика: регулярный осмотр пластины нагревателя и замена ПТФЭ, чистота рабочих мест и соблюдение протоколов обращения, предотвращающих контакт голых рук или инструментов с торцевыми концами труб.
Несоосность
Угловое или боковое смещение создает изгибающее напряжение в зоне сварного шва. Даже Угловое смещение 1° в трубе из ПНД DN 400 приводит к концентрации напряжений, которая значительно снижает усталостную долговечность при циклическом нагружении давлением. Профилактика: правильная опора трубы, качественные зажимные приспособления на стыковой сварочной машине, проверка соосности до и после торцовки.
Деградация на границе сварного шва
Перегрев – слишком высокая температура нагревательной пластины или слишком длительное время нагрева – вызывает термическую деградацию полиэтилена на поверхности расплава. Разрушенный материал имеет более низкую молекулярную массу, уменьшенное удлинение при разрыве и повышенную восприимчивость к окислительному воздействию. Сварной шов может выглядеть визуально правильным, но при эксплуатации он преждевременно выйдет из строя. Профилактика: проверка и калибровка температуры нагревательной пластины перед каждой сменой; отсутствие «накопления» тепла в толстостенной трубе за счет повышения температуры для сокращения времени нагрева.
Часто задаваемые вопросы
Какой из 5 типов соединений является самым прочным при сварке плавлением?
Стыковое соединение неизменно достигает максимальной прочности при полной проварке, поскольку путь сварного шва проходит непрерывно по всему поперечному сечению без эксцентриситета или отклонения траектории угловой нагрузки. В термопластичных трубах из ПЭВП правильно выполненные стыковые сварные соединения достигают прочности на растяжение 95% и более от основного материала.
Может ли аппарат для стыковой сварки сваривать все 5 типов соединений?
Нет. Машины для стыковой сварки предназначены специально для стыковых соединений концов труб и кромок плоских листов. Т-образные, угловые, нахлесточные и кромочные соединения требуют различного оборудования — пистолетов для экструзионной сварки, газовых горелок или специальных приспособлений — или решаются на этапе установки/проектирования, а не на этапе полевой сварки.
Какой диапазон диаметров обычно охватывают машины для стыковой сварки?
Коммерческие машины для стыковой сварки доступны для труб диаметром примерно от DN 20 мм на малом конце (ниже этого значения обычно используется раструбная сварка) до DN 1600 мм, а в некоторых конфигурациях - DN 2000 мм и более для крупных инфраструктурных проектов. Каждая рама машины охватывает определенный диапазон диаметров, а переходные вставки или комплекты губок позволяют одной машине обрабатывать детали нескольких диаметров в пределах ее номинального диапазона.
Использовалось ли когда-либо соединение внахлестку при сварке труб плавлением?
В стандартных сетях из термопластических труб нет — соединение внахлестку не является признанным типом соединения для напорных трубопроводов. Он появляется при сварке листов геомембраны из полиэтилена высокой плотности для защитных конструкций с использованием клиновых сварочных аппаратов и при сварке в раструбе (которая напоминает геометрию внахлестку), но не в конфигурациях трубопроводов, где используются машины для стыковой сварки.
Сколько времени требуется стыковому сварному шву, чтобы остыть, прежде чем соединение можно будет подвергнуть напряжению?
Время охлаждения под давлением сварки зависит от толщины стенки трубы. Для труб из ПЭВП общим правилом является минимум 10 минут на миллиметр толщины стенки при температуре окружающей среды выше 10°C. Это означает, что трубе со стенкой 20 мм требуется не менее 200 минут охлаждения, прежде чем соединение можно будет отсоединить от аппарата для стыковой сварки и обработать. Более короткое время охлаждения является частой причиной преждевременного выхода из строя холоднотянутых сварных швов.