English
English 中文简体
中文简体 русский
русский عربى
عربى
Контент
- 1 3 основных типа сварки плавлением: прямой ответ
- 2 Тип 1: Стыковая сварка — наиболее широко используемый метод.
- 3 Тип 2: Электромуфтовая сварка — точность в ограниченном пространстве
- 4 Тип 3: Сварка плавлением в раструбе — малый диаметр, большой объем
- 5 Параллельное сравнение всех трех типов сварки плавлением
- 6 Сварочные аппараты для стыковой сварки: на что обратить внимание при выборе оборудования
- 7 Распространенные дефекты при сварке плавлением и способы их предотвращения
- 8 Применимые стандарты и сертификация оператора сварки плавлением
- 9 Выбор правильного метода сварки плавлением для вашего проекта
3 основных типа сварки плавлением: прямой ответ
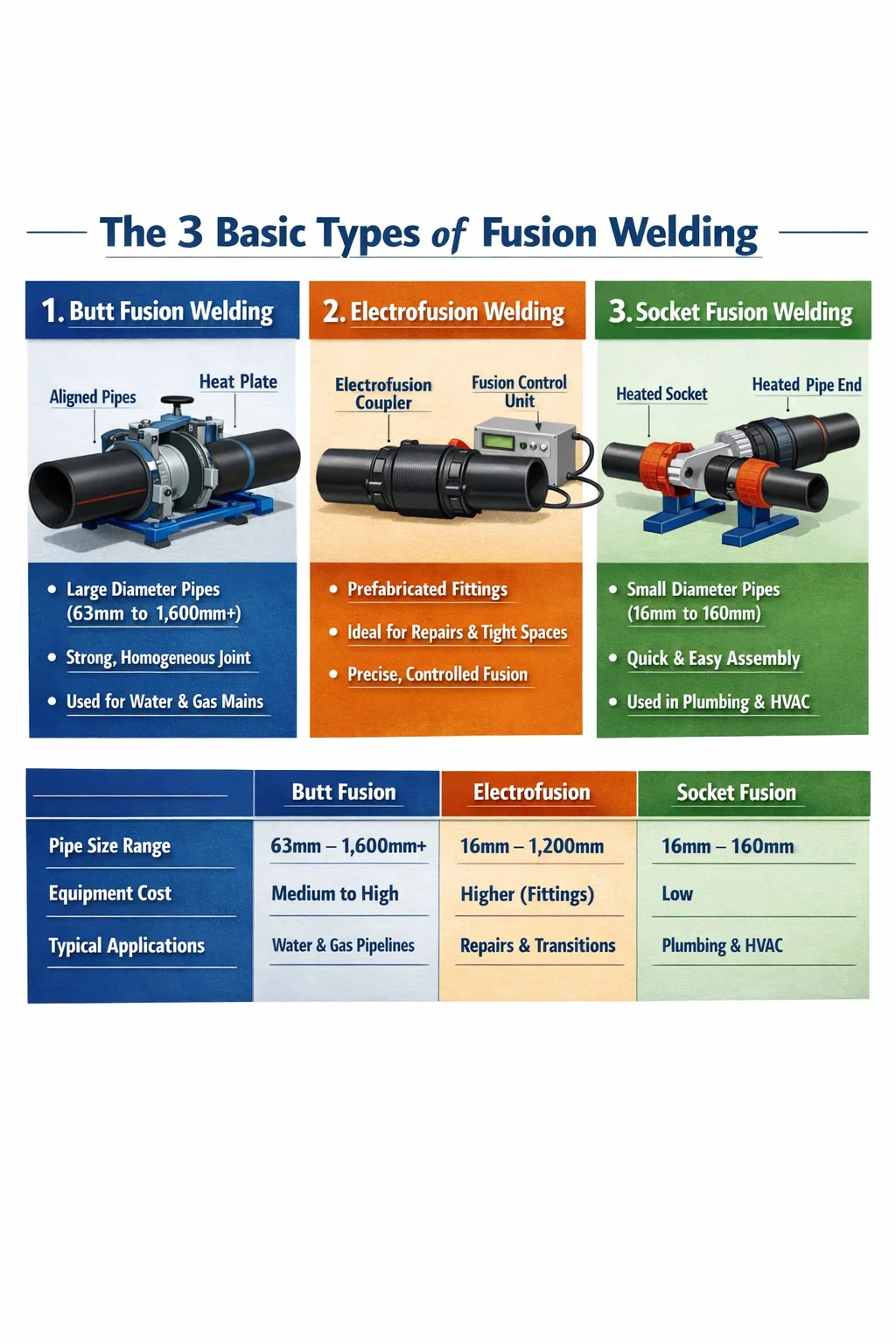
Три основных типа сварки плавлением: стыковая сварка, электромуфтовая сварка и раструбная сварка . Эти методы лежат в основе соединения термопластических труб в проектах водоснабжения, газораспределения, промышленных трубопроводов и инфраструктурных проектах по всему миру. Каждый тип использует тепло для плавления и соединения материалов без необходимости использования клея или механических креплений, создавая соединения, которые часто соответствуют прочности основного материала трубы или превосходят его.
Хотя все три метода относятся к сварке плавлением, они существенно различаются по требованиям к оборудованию, геометрии соединения, размеру труб и сложности эксплуатации. Понимание этих различий необходимо перед выбором метода соединения или инвестированием в машины для стыковой сварки или другое сварочное оборудование для конкретного применения.
Тип 1: Стыковая сварка — наиболее широко используемый метод.
Стыковая сварка является наиболее часто используемым методом соединения термопластичных труб во всем мире, особенно для труб из полиэтилена (ПЭ) и полипропилена (ПП), начиная от От 63 мм до более 1600 мм в диаметре . Процесс включает в себя нагревание квадратных концов двух секций трубы на плоской нагревательной пластине, удаление пластины, как только материал достигнет нужной температуры плавления, а затем сжатие расплавленных концов вместе под контролируемым давлением для образования непрерывного однородного соединения.
Как Машины для стыковой сварки Работа
Машины для стыковой сварки состоят из нескольких ключевых компонентов: зажимной рамы для удержания труб в осевом положении, торцевого инструмента (триммера), который обрабатывает концы труб ровно и параллельно, нагревательной пластины с точным контролем температуры и гидравлической или механической приводной системы, которая контролирует силу и скорость соединения. Современные машины для стыковой сварки доступны в ручных, полуавтоматических и полностью автоматических конфигурациях с ЧПУ, причем автоматические машины записывают все параметры сварки в цифровом виде для отслеживания качества.
Стандартный процесс стыковой сварки состоит из четырех важнейших этапов, определенных международными стандартами, такими как ДВС 2207-1 и ИСО 21307:
- Фаза наращивания: Концы труб прижимаются к нагревательной пластине под определенным давлением для образования начального валика расплава, обычно размером от 0,5 до 1,0 мм с каждой стороны.
- Фаза термической выдержки: Давление снижается почти до нуля, а тепло проникает глубоко в стенку трубы. Продолжительность зависит от толщины стенки трубы — примерно 10 секунд на миллиметр толщины стенки .
- Фаза переключения: Нагревательная пластина снимается и два конца трубы соединяются. Для труб с SDR 17 это должно быть выполнено менее чем за 5–6 секунд, чтобы предотвратить преждевременное охлаждение.
- Фаза соединения и охлаждения: Давление прикладывается постепенно до уровня усилия соединения и поддерживается на протяжении всего периода охлаждения, который может варьироваться от От 10 минут для труб малого диаметра до более 60 минут для труб большого диаметра. .
Типы аппаратов для стыковой сварки по размерному классу
Машины для стыковой сварки классифицируются по диапазону диаметров труб, которые они могут использовать:
| Класс машины | Диапазон диаметров | Типичное применение | Система привода |
|---|---|---|---|
| Компактный/портативный | 63 мм – 250 мм | Жилые, малые инженерные сети | Ручной / Гидравлический |
| Средний уровень | 160 мм – 630 мм | Муниципальные водопроводные и газовые сети | Гидравлический |
| Большой диаметр | 400–1200 мм | Трансмиссия, промышленное предприятие | Гидравлический / CNC |
| Очень большой/индивидуальный | 1000–1600 мм | Линии для горнодобывающей промышленности, крупная инфраструктура | Полный автомат с ЧПУ |
Ключевые преимущества стыковой сварки плавлением
- Обеспечивает полностью монолитное соединение с предел прочности на разрыв равен или превышает прочность самой трубы — обычно выше 20 МПа для материала PE100.
- Никаких расходных материалов, кроме самого материала трубы, — никаких муфт, фитингов или клеев.
- Подходит для изделий большого диаметра, где электросварка или раструбная сварка непрактичны или непомерно дороги.
- Широко признан международными стандартами, включая ISO 21307, АСТМ Ф2620 и EN 12201.
- Длительный срок службы — правильно выполненные стыковые сварные соединения труб ПЭ100 рассчитаны на более 50 лет под проектным давлением.
Ограничения, которые следует учитывать
- Требуется точное выравнивание — даже незначительное угловое смещение может привести к повреждению соединения, которое выйдет из строя при циклическом изменении давления.
- Чувствителен к условиям окружающей среды: стыковая сварка при температуре ниже 0°C или выше 40°C требует особых мер предосторожности, таких как натяжение или длительное время нагрева.
- Не подходит для соединения труб из разнородных материалов или классов SDR (стандартное соотношение размеров) без технической экспертизы.
- Период охлаждения значительно увеличивает общее время цикла при большой толщине стенок, снижая ежедневную производительность швов на проектах большого диаметра.
Тип 2: Электромуфтовая сварка — точность в ограниченном пространстве
Для электромуфтовой сварки используются сборные фитинги, содержащие встроенные катушки с проволокой сопротивления. Когда контроллер электросварки пропускает контролируемый электрический ток через катушку, он генерирует тепло изнутри стенки фитинга, одновременно плавя как внутреннюю часть фитинга, так и внешнюю поверхность трубы. Две расплавленные поверхности сливаются вместе под давлением корпуса фитинга, образуя прочное герметичное соединение.
Этот метод особенно ценен в ситуациях, когда аппараты для стыковой сварки не могут получить доступ к месту стыка — например, в узких траншеях, внутри зданий, при ремонтных работах с ограниченной длиной прямых труб или при присоединении к существующим трубопроводам под напряжением с помощью электросварных седельных тройников. Весь процесс контролируется путем сканирования штрих-кода на фитинге, который автоматически устанавливает правильное напряжение сварки, время и период охлаждения.
Где электросварка превосходит стыковую сварку
Электросварка является предпочтительным методом для труб диаметром менее 63 мм, где стыковая сварка становится механически сложной, а также для соединения отводов, колен, переходников и торцевых заглушек, где геометрия фитинга делает стыковую сварку невозможной. Это также стандартный метод подключения газа к распределительным сетям во многих странах: газовые предприятия в Великобритании, Германии и Австралии в соответствии с политикой используют электросварные муфты для всех соединений трубопроводов.
Стоимость электросварных фитингов существенно выше простой трубы — электросварная муфта Ду200 может стоить В 10–20 раз больше, чем эквивалентная длина простой трубы . Это делает его экономичным для ремонта, соединения и переходных точек, но непрактичным в качестве основного метода соединения на длинных прямых участках, где машины для стыковой сварки обеспечивают гораздо более низкие затраты на соединение.
Критические требования к подготовке
- Поверхность трубы необходимо зачистить для удаления окисленного наружного слоя — минимальная глубина очистки от 0,1 мм до 0,2 мм требуется для обнажения первичного полиэтилена.
- Место очистки необходимо очистить изопропиловым спиртом непосредственно перед вставкой в фитинг.
- Овальность труб должна быть исправлена с помощью зажимов для закругления перед сваркой труб с SDR 17.
- Выравнивающие зажимы необходимо оставлять на месте в течение всего периода охлаждения — преждевременное снятие является основной причиной выхода из строя соединений в полевых условиях.
Тип 3: Сварка плавлением в раструбе — малый диаметр, большой объем
Раструбная сварка в основном используется для термопластических труб меньшего диаметра. обычно от 16 мм до 160 мм — в таких материалах, как ХПВХ, ПВХ, ПП-Р и ПВДФ. Этот процесс включает в себя одновременный нагрев внешней части патрубка трубы и внутренней части раструба с помощью двустороннего нагревательного инструмента, затем быстрое извлечение обеих деталей из нагревателя и соединение их вместе для образования сплавленного соединения, когда поверхности охлаждаются под небольшой сжимающей силой.
Этот метод чрезвычайно быстр — опытный техник может выполнить раструбное сварное соединение менее чем за 30 секунд для небольших диаметров, что делает его хорошо подходящим для крупногабаритных водопроводных установок, трубопроводов HVAC, систем дозирования химикатов и лабораторных трубопроводов. Фитинги для раструбной сварки изготавливаются с посадкой с небольшим конусом с натягом, что обеспечивает самовыравнивание и удержание в процессе сварки без необходимости внешнего зажима.
Сравнение с стыковой сваркой для работ малого диаметра
Для труб диаметром менее 63 мм раструбная сварка, как правило, выполняется быстрее и проще, чем стыковая сварка, а стоимость оборудования значительно ниже — базовый комплект раструбной сварки может стоить менее 500 долларов по сравнению с несколькими тысячами долларов за машины для стыковой сварки начального уровня. Однако раструбные сварные соединения создают ограничение потока из-за внутреннего буртика и геометрии фитинга, что делает стыковую сварку предпочтительной для применений, где критично давление или поток, даже при меньших диаметрах.
Ограничения Розетка Фьюжн
- Не рекомендуется для труб диаметром более 160 мм — риск неравномерного нагрева и плохого качества соединения быстро возрастает с увеличением диаметра.
- Требуется точный расчет времени — перегрев или недогрев даже на несколько секунд может привести к ослаблению соединения или разрушению материала.
- Не может использоваться для соединения труб из разнородных материалов без совместимых раструбных фитингов.
- Качество соединения во многом зависит от навыков и последовательности оператора, что делает его более изменчивым, чем автоматизированные процессы стыковой сварки или электросварки.
Параллельное сравнение всех трех типов сварки плавлением
| Особенность | Батт Фьюжн | Электросварка | Socket Fusion |
|---|---|---|---|
| Типичный диапазон диаметров | 63 мм – 1600 мм | 16 мм – 1200 мм | 16 мм – 160 мм |
| Стоимость оборудования | От среднего до высокого | Низкий (только контроллер) | Очень низкий |
| Стоимость расходных материалов на соединение | Очень низкий | Высокий (фурнитура) | Средний (фурнитура) |
| Совместная сила | Равно трубе | Равно трубе | Чуть меньше |
| Требуемый уровень навыков | Высокий (обученный оператор) | Средний | От низкого до среднего |
| Пригодность для ограниченного пространства | Ограниченный | Отлично | Хорошо |
| Регистрация данных/отслеживание | Доступно на станках с ЧПУ | Стандарт для контроллеров | Не стандартный |
Сварочные аппараты для стыковой сварки: на что обратить внимание при выборе оборудования
Выбор подходящего аппарата для стыковой сварки для проекта выходит за рамки подбора диаметра трубы. Несколько технических и эксплуатационных факторов определяют, будет ли машина стабильно производить податливые соединения на протяжении всего срока службы проекта.
Точность температуры нагревательной пластины
Нагревательная пластина должна поддерживать температуру поверхности от 200°С до 230°С для стандартной сварки полиэтиленовых труб. Изменение температуры по поверхности пластины не должно превышать ±5°C согласно ISO 12176-1. Пластины с плохим контролем температуры — обычно встречающиеся в бюджетных машинах — могут образовывать холодные зоны, которые приводят к неполному сплавлению, или горячие зоны, которые разрушают материал трубы, и то и другое создает соединения, которые не выдерживают испытаний гидростатическим давлением.
Контроль давления в гидравлической системе
Гидравлическая система аппарата для стыковой сварки должна быть способна компенсировать сопротивление сопротивления — это означает, что аппарат автоматически учитывает трение каретки и массы трубы при расчете и приложении чистой силы соединения. Без этой компенсации более крупные и тяжелые трубы будут испытывать недостаточное давление при соединении, что приведет к образованию соединений с неадекватным образованием валиков. Компенсация сопротивления давлению является стандартной функцией качественных машин и должна быть проверена перед покупкой.
Качество торцевого инструмента (триммера)
Торцевой инструмент должен обеспечивать плоскую, плоскую и перпендикулярную оси трубы торцевую поверхность трубы. Любой зазор между двумя торцевыми концами более 0,3 мм для труб диаметром до 250 мм. , или пропорционально больше для труб большего размера, выходит за пределы допуска и требует повторной облицовки. Изношенные или плохо обслуживаемые триммерные лезвия являются частым источником дефектов соединений, которых можно избежать на месте.
Автоматические и ручные машины для стыковой сварки
Для проектов с требованиями обеспечения качества, таких как газопроводы, водопроводы питьевой воды или промышленные химические линии, полностью автоматические машины для стыковой сварки с ЧПУ обеспечивают значительные преимущества:
- Все параметры сварки (температура, давление, время, условия окружающей среды) записываются в цифровом виде и сохраняются под уникальным идентификационным номером соединения.
- Вмешательство оператора на этапе соединения сведено к минимуму, что снижает вероятность человеческой ошибки.
- Записи можно загрузить и отправить владельцу трубопровода или сертифицирующему органу как часть исполнительной документации.
- Некоторые системы включают сканирование RFID или штрих-кода для прямой связи записей о сварных швах с номерами партий труб и сертификатами оператора.
Ведущие производители машин для стыковой сварки включают McElroy (США), Ritmo (Италия), Worldpoly (Австралия), Georg Fischer (Швейцария) и Widos (Германия), каждый из которых предлагает линейки продуктов во всем диапазоне диаметров: от портативных ручных агрегатов до систем с ЧПУ большого диаметра.
Распространенные дефекты при сварке плавлением и способы их предотвращения
Независимо от того, какой из трех типов сварки плавлением используется, определенные механизмы дефектов являются общими для всех методов. Распознавание и предотвращение этих явлений имеет основополагающее значение для достижения надежных и долговечных соединений.
Холодный синтез
Холодная сварка происходит, когда перед соединением к поверхностям трубы или фитинга прикладывается недостаточно тепловой энергии. Поверхности кажутся сплавленными, но полной межмолекулярной связи не достигнуто. Соединение, полученное методом холодной сварки, может выглядеть визуально идентично хорошему соединению, имея только 20–40 % от ожидаемой прочности на разрыв. . Холодная сварка обычно возникает в результате сокращения времени нагрева, загрязнения нагревательных пластин с пониженной теплопередачей или окружающего ветра, охлаждающего концы труб во время замены. Это самый коварный дефект сварки, поскольку он выдерживает визуальный контроль.
Загрязненные поверхности суставов
Грязь, влага, масло или антиадгезивы, полученные при экструзии труб, в зоне сварки препятствуют правильному склеиванию. При стыковой сварке это чаще всего происходит из-за загрязнения нагревательных пластин — пластины следует очищать чистой безворсовой тканью и без использования химических растворителей, кроме тех, которые указаны производителем машины. При электросварке загрязнение очищенной поверхности трубы между очисткой и установкой является основной причиной отказа.
Угловое смещение
Угловое смещение в стыковых сварных соединениях концентрирует напряжение на более тонкой стороне поперечного сечения соединения под действием давления или изгибающих нагрузок. Такие стандарты, как DVS 2207-1, ограничивают допустимое угловое отклонение до менее 5 мм, измеренное по диаметру трубы после столкновения. Машины с изношенными или поврежденными зажимными губками являются основной причиной повторяющихся проблем с несоосностью на строительной площадке.
Недостаточное формирование шва при стыковой сварке
Двойной валик, образующийся на внешней стороне готового стыкового сварного соединения, является визуальным индикатором качества сварки. Стандарты определяют минимальную и максимальную ширину шва в зависимости от диаметра трубы и SDR — например, соединение SDR11 DN200 должно обеспечивать ширину шва примерно от 6 мм до 10 мм с каждой стороны. Слишком узкий валик указывает на недостаточное тепловыделение или давление соединения; слишком широкий шов может указывать на перегрев или чрезмерное усилие соединения. Оба производят некачественные соединения.
Применимые стандарты и сертификация оператора сварки плавлением
Сварка плавлением напорных труб регламентируется рядом международных и национальных стандартов. Соблюдение этих стандартов не является обязательным для регулируемых трубопроводных проектов — несоблюдение может привести к отказу от выполненных работ и значительным затратам на доработку.
- ISO 21307 — Пластиковые трубы и фитинги: единые требования к стыковой сварке ПЭ труб и фасонных частей, применяемых в системах водоснабжения и газоснабжения.
- DVS 2207-1 — Немецкий стандарт на стыковую сварку термопластов горячим газом и горячим инструментом — широко принят во всем мире в качестве технического справочника.
- ASTM F2620 — Стандартная практика соединения полиэтиленовых труб и фитингов термосваркой, используемая в основном в проектах в Северной Америке.
- ЕН 12176 — Технические условия на машины для стыковой сварки ПЭ труб, применяемых в водоснабжении и газоснабжении.
- ИСО 12176-2 — Оборудование для электросварки полиэтиленовых трубопроводных систем.
Сертификация оператора требуется большинству предприятий газо- и водоснабжения. В Европе широко признана схема сертификации DVS для сварщиков пластиковых труб. В Австралии Ассоциация трубной промышленности пластмасс (PIPA) реализует программу сертификации сварщиков. В США многие подрядчики трубопроводов требуют, чтобы операторы прошли действующую сертификацию по соответствующим стандартам коммунальных предприятий или ASME/AWS. Сертификация обычно требует как письменного экзамена, так и практической оценки сварных образцов.
Выбор правильного метода сварки плавлением для вашего проекта
Решение между стыковой, электросваркой и раструбной сваркой должно основываться на четкой оценке диаметра трубы, условий на месте, объема соединений, требований к качеству и общей стоимости, а не просто на доступности оборудования.
Для длинные прямые участки полиэтиленовых труб большого диаметра В проектах по передаче воды или газа машины для стыковой сварки обеспечивают минимальную стоимость соединения и дают наиболее стабильные результаты при эксплуатации обученным персоналом. Один аппарат для стыковой сварки на объекте большого диаметра может выполнить от 20 до 40 соединений в день, в зависимости от размера трубы и условий на объекте.
Для ремонтные работы, соединения и места, куда ограничен доступ к машине , электросварка является правильным выбором независимо от стоимости фитингов. Возможность выполнить высоконадежное соединение в траншеи шириной 600 мм с помощью только компактного контроллера и выравнивающего зажима просто невозможно воспроизвести ни на одном аппарате для стыковой сварки.
Для Сантехника малого диаметра, системы отопления, вентиляции и кондиционирования воздуха и промышленные трубопроводы сварка раструбов из материалов ПП-Р, ХПВХ или ПВДФ толщиной менее 110 мм обеспечивает максимально быстрое время цикла и минимальные инвестиции в оборудование, что делает ее стандартным выбором для строительных услуг во всем мире.
На практике в большинстве проектов крупных трубопроводов используются все три метода в разных точках: машины для стыковой сварки для магистральных трубопроводов, электросварка для соединений и ремонта и раструбная сварка для точек отбора КИП и небольших вспомогательных трубопроводов. Понимание сильных и слабых сторон каждого метода, а также обучение и сертификация операторов по всем трем — это признак компетентного подрядчика трубопроводов.