English
English 中文简体
中文简体 русский
русский عربى
عربى
Контент
- 1 Что Машины для стыковой сварки На самом деле нужно — краткий ответ
- 2 Как работает процесс стыковой сварки шаг за шагом
- 3 Типы машин для стыковой сварки, представленные на рынке
- 4 Ключевые компоненты машины, которые вам необходимо понять
- 5 Критические параметры процесса и способы их расчета
- 6 Распространенные дефекты стыковых сварных соединений и их причины
- 7 Как правильно выбрать аппарат для стыковой сварки для вашего проекта
- 8 Ведущие производители машин для стыковой сварки
- 9 Контроль качества и испытания стыковых сварных соединений
- 10 Стыковая сварка против электросварки: когда что использовать
- 11 Требования к техническому обслуживанию и калибровке машины
- 12 Влияние условий окружающей среды на качество стыковой сварки
Что Машины для стыковой сварки На самом деле нужно — краткий ответ
Машины для стыковой сварки соединяют термопластичные трубы — чаще всего полиэтилен высокой плотности (ПЭВП) — путем нагревания двух концов труб до точной температуры плавления, а затем сжатия их вместе под контролируемым давлением для образования прочного монолитного соединения. В результате получается соединение, которое, если все сделано правильно, такой же прочный, как и сама труба, или прочнее ее , без фитингов, клея и механических соединителей.
Этот процесс является основой сетей водоснабжения, газопроводов, систем промышленных жидкостей и линий горнодобывающей промышленности по всему миру. Любой инженер или подрядчик, работающий с полиэтиленовыми трубами диаметром более 63 мм (примерно 2,5 дюйма), столкнется со сваркой встык в качестве основного метода соединения. Понимание машины — ее компонентов, ее параметров и ее ограничений — напрямую определяет, прослужит ли шарнир 50 лет или выйдет из строя в течение нескольких месяцев.
Как работает процесс стыковой сварки шаг за шагом
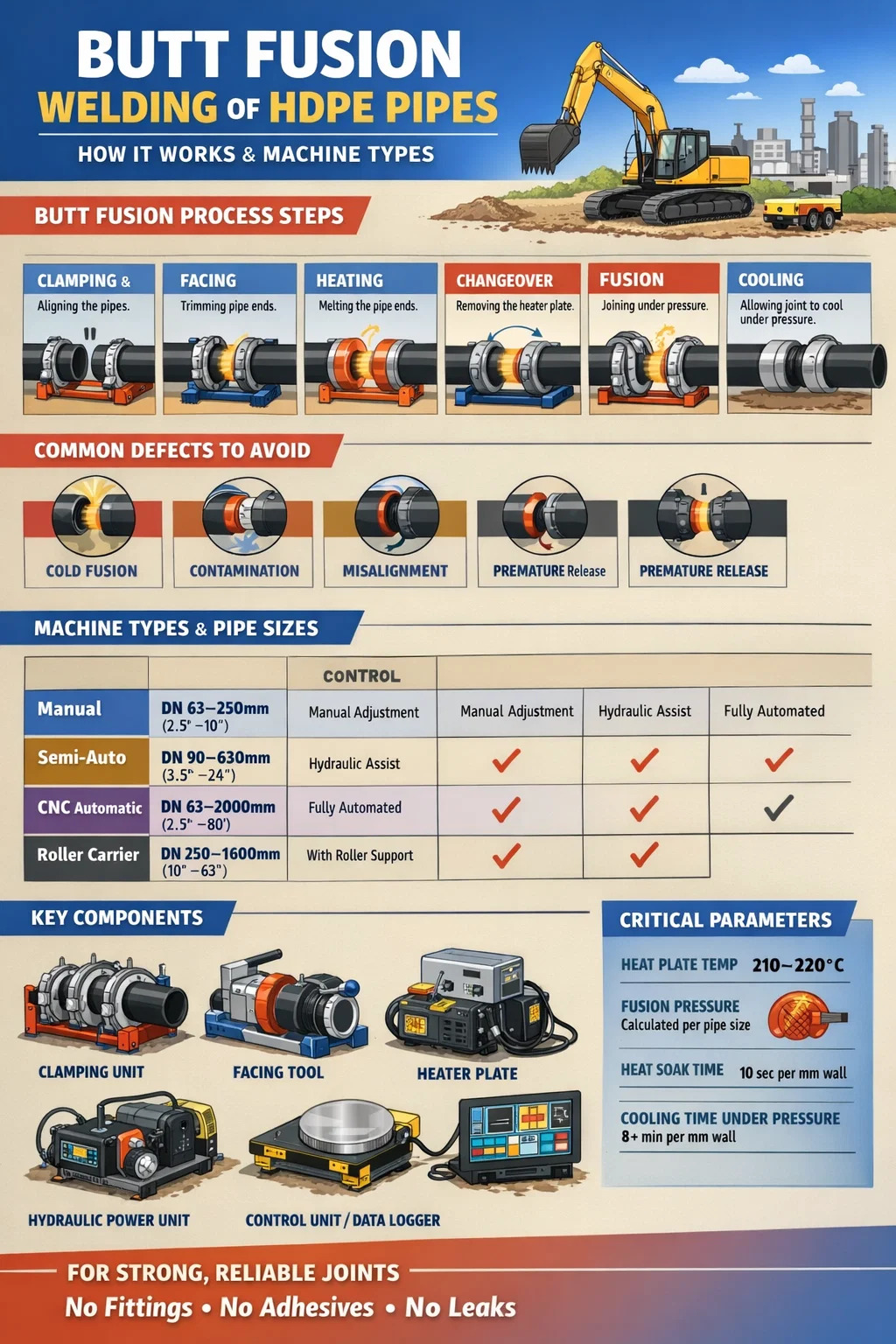
Процесс стыковой сварки следует строгой последовательности. Пропуск или поспешность любого этапа приводит к появлению дефектов, которые могут быть незаметны внешне, но значительно снижают целостность сустава. Вот стандартная последовательность, используемая в отрасли:
Этап 1 — Зажим и выравнивание
Концы труб загружаются в зажимные губки станка. Правильное выравнивание имеет решающее значение: смещение более 10% толщины стенки считается дефектом по стандартам ИСО 21307 и ДВС 2207-1. Большинство современных машин оснащены направляющими для выравнивания, а некоторые включают лазерную или цифровую проверку выравнивания.
Этап 2 — Облицовка (Обрезка)
Вращающийся строгальный или торцевой инструмент вставляется между концами трубы и одновременно обрезает обе поверхности до тех пор, пока они не станут плоскими, параллельными и свободными от загрязнений. Процесс облицовки завершается, когда с обеих сторон получаются непрерывные, непрерывные ленты материала. Перед следующим этапом необходимо полностью удалить стружку: любая стружка, оставшаяся на поверхности трубы, приведет к появлению слабых мест.
Этап 3 — Отопление
Между двумя концами трубы вставляется нагревательная пластина (нагревательная пластина). Температура пластины для ПЭВП обычно устанавливается в пределах 200°C и 230°C (392–446°F) , причем наиболее распространенным рабочим диапазоном является 210–220 °C. Концы трубы прижимаются к пластине с заданным давлением сопротивления (минимальная сила, необходимая для преодоления машинного трения) до тех пор, пока по окружности не образуется валик нужной высоты — обычно от 1 до 2,5 мм в зависимости от толщины стенки трубы. Затем давление снижается почти до нуля, в то время как труба намокает и тепло проникает глубже в стену. Это время выдержки имеет решающее значение и рассчитывается примерно как 10 секунд на миллиметр толщины стенки.
Этап 4 — Снятие и замена пластины
Пластина нагревателя быстро снимается. Это переключение должно произойти в пределах максимального временного интервала — обычно от 3 до 6 секунд в зависимости от диаметра трубы. Если переключение займет слишком много времени, расплавленная поверхность остынет ниже температуры плавления, и соединение станет холодным. Это одна из наиболее частых причин выхода из строя стыковых сварных соединений в полевых условиях.
Этап 5 — Слияние (соединение под давлением)
Два конца трубы соединяются вместе и прикладывается давление сварки. Это давление должно нарастать в течение определенного времени линейного изменения (обычно 3–6 секунд для труб большого диаметра), а затем поддерживаться на протяжении всей фазы охлаждения. Давление сварки рассчитывается на основе площади поперечного сечения трубы и требований к межфазному давлению для конкретного материала — для ПЭВП PE100 это обычно составляет 0,15 Н/мм² площади поперечного сечения трубы.
Этап 6 — Охлаждение под давлением
Соединение должно полностью остыть под полным давлением сварки, прежде чем оно будет освобождено от зажимов. Минимальное время охлаждения под давлением определяется стандартами — для трубы с толщиной стенки 40 мм это может означать выдерживание давления в течение более 60 минут . Ранний сброс давления приводит к деформации суставного валика и образованию внутренних пустот. Для ускорения этой фазы в некоторых операциях можно использовать рубашки водяного охлаждения, но их следует применять правильно.
Типы машин для стыковой сварки, представленные на рынке
Машины для стыковой сварки производятся в широком диапазоне типоразмеров и уровней автоматизации. Правильный выбор зависит от диапазона диаметров труб, условий рабочей площадки, требуемой производительности и бюджета. Ниже представлена разбивка по основным категориям:
| Тип машины | Типичный диапазон диаметров | Гидравлическая система | Регистрация данных | Типичный случай использования |
|---|---|---|---|---|
| Ручной/Механический | Ду 63–250 мм | Ручной винт или рычаг | Нет | Мелкий ремонт, ограниченный бюджет. |
| Гидравлический полуавтоматический | Ду 90–630 мм | Гидравлическое, ручное управление | Дополнительный внешний регистратор | Стандартная конструкция трубопровода |
| ЧПУ / Полностью автоматический | Ду 63–2000 мм | Сервогидравлический, с автоматическим управлением | Интегрированный, с отметкой времени | Критическая инфраструктура, газовые сети |
| Встроенный роликовый/трубопроводный держатель | Ду 250–1600 мм | Гидравлический с роликовой опорой | Интегрированный | Городской водопровод большого диаметра |
| Компактный/портативный | Ду 20–125 мм | Ручной или с батарейным питанием | Нет or basic | Сервисные подключения, ирригация |
Ручные машины
В ручных машинах для стыковой сварки оператор контролирует давление с помощью винтового механизма или ручного гидравлического насоса. У них нет автоматических таймеров, и для их работы требуются опытные операторы, которые могут на глаз оценить формирование шариков и время переключения. Они недороги — часто менее 5000 долларов США — и подходят для труб диаметром до DN 250 мм в некритических условиях. Их основным ограничением является вариативность операторов: качество суставов во многом зависит от индивидуальных навыков и внимания.
Гидравлические полуавтоматы
Полуавтоматические гидравлические агрегаты, наиболее широко используемый класс машин для стыковой сварки при строительстве трубопроводов, обеспечивают стабильную работу с контролем давления, при этом полагаясь на оператора при переходе между этапами и синхронизации. Гидравлический силовой агрегат поддерживает точное давление во время фаз сварки и охлаждения, устраняя необходимость ручного управления. Машины этого класса от таких производителей, как McElroy, Ritmo, Georg Fischer и Widos, обычно стоят от 15 000 и 80 000 долларов США в зависимости от диаметра емкости и аксессуаров.
Полностью автоматические машины для стыковой сварки с ЧПУ
Полностью автоматические машины, также называемые сварочными аппаратами с ЧПУ или машинами со встроенным регистратором данных, контролируют каждый параметр сварочного цикла электронным способом. Оператор вводит размер трубы, SDR (стандартное соотношение размеров) и марку материала, а машина автоматически рассчитывает и выполняет все значения давления, температуры, времени и переходов. Эти машины записывают полный отслеживаемый журнал сварных швов для каждого соединения, что все чаще требуется в газораспределительных сетях и проектах питьевого водоснабжения. Машины для стыковой сварки с ЧПУ начального уровня от таких брендов, как Ritmo Bios или McElroy DataLogger, начинаются примерно с 40 000 долларов США , с системами большого диаметра, превышающими 250 000 долларов США.
Ключевые компоненты машины, которые вам необходимо понять
Каждый аппарат для стыковой сварки, независимо от марки или уровня автоматизации, имеет одни и те же функциональные компоненты. Понимание каждого из них помогает как при выборе машины, так и при устранении неполадок на месте.
- Рама и система крепления: Основа конструкции, удерживающая концы труб в точном осевом положении. В большинстве станков используется двух- или четырехкулачковая система зажима. Редукционные вставки позволяют одной раме обрабатывать трубы разных диаметров — например, машина DN 630 может использовать вставки для сварки труб DN 400 или DN 315.
- Облицовочный инструмент (рубанк): Вращающийся резак с электроприводом, который одновременно обрезает обе поверхности трубы. Торцевой инструмент должен формировать грани с зазором не более 0,3 мм по всему диаметру — общий контроль качества. Тупые или поврежденные лезвия являются основной причиной плохого качества соединения.
- Нагревательная пластина: Плоская алюминиевая пластина со встроенными электрическими нагревательными элементами, покрытая ПТФЭ (политетрафторэтиленом) или аналогичным антипригарным материалом для предотвращения прилипания материала трубы. Равномерность температуры пластины нагревателя имеет решающее значение: изменение температуры более чем на ±5°C по поверхности пластины является основанием для отказа от инструмента. Большинство плит имеют термостатическое управление с двумя датчиками.
- Гидравлическая силовая установка (ГПУ): Обеспечивает контролируемое гидравлическое давление на зажимные цилиндры. HPU должен быть способен обеспечивать постоянное давление во всем диапазоне хода. Давление контролируется с помощью манометра или преобразователя и должно регулярно калиброваться: ежемесячная калибровка является стандартной практикой при подрядных работах по трубопроводам.
- Блок управления/регистратор данных: На автоматизированных машинах ПЛК или специальный контроллер управляет сварочным циклом и записывает параметры, включая температуру пластины, давление на каждом этапе, время, температуру окружающей среды и идентификатор оператора. Эти журналы экспортируются через USB, Bluetooth или облачную синхронизацию и составляют часть записи качества для конвейера.
- Опоры для труб/ролики: Для труб большего диаметра ролики или стойки для труб поддерживают вес трубы, чтобы рама машины не выдерживала полную нагрузку. Тяжелая труба без опоры вызывает осевое смещение во время сварки и представляет собой значительный риск возникновения дефектов.
Критические параметры процесса и способы их расчета
Стыковая сварка — это процесс, управляемый параметрами. Перед началом работы каждая настройка машины должна быть рассчитана или проверена на соответствие применимому стандарту сварки. Двумя наиболее широко используемыми стандартами являются ISO 21307 (международный) и DVS 2207-1 (немецкий, широко распространен во всем мире). Некоторые национальные органы по газу и водоснабжению публикуют дополнительные или измененные процедуры сварки.
Температура нагревательной пластины
Для ПЭВП PE80 и PE100 стандартный диапазон температур пластин составляет от 200°C до 230°C. В большинстве сварочных процедур указана температура 210°C ±10°C. Более низкие температуры приводят к неполному плавлению. Более высокие температуры разрушают полимер. Температуру необходимо проверять с помощью калиброванного контактного термометра или пирометра в начале каждого сеанса сварки и через регулярные промежутки времени, а не просто проверять температуру на встроенном дисплее машины, который может не учитывать потери тепла на поверхности в холодную погоду.
Давление сварки (давление соединения)
Давление сварки рассчитывается из необходимого межфазного давления, умноженного на площадь кольцевого поперечного сечения трубы, а затем деленного на площадь цилиндра машины, чтобы получить показания гидравлического манометра. Формула:
P(манометр) = [p(интерфейс) × A(труба)] / A(цилиндр) P(сопротивление)
Где p(интерфейс) для HDPE обычно составляет 0,15 Н/мм². Этот расчет должен быть выполнен для каждой комбинации «машина-труба» и записан в спецификации процедуры сварки (WPS). Использование неправильного давления сварки является одной из наиболее распространенных процедурных ошибок в этой области.
Время тепловой выдержки
Время выдержки тепла во время фазы нагрева рассчитывается приблизительно как 10 секунд на миллиметр толщины стенки трубы согласно ISO 21307. Для трубы со стенкой 30 мм (обычно для труб DN 500 SDR17) это означает минимальное время выдержки 300 секунд — 5 полных минут, когда труба слегка прижимается к пластине нагревателя. Сокращение этого времени для экономии времени цикла — распространенный метод, позволяющий получить холодные, недостаточно проплавленные соединения.
Время охлаждения под давлением
Время охлаждения под давлением также рассчитывается по толщине стенки. ISO 21307 определяет минимум примерно 8 минут на миллиметр толщины стенки для температуры окружающей среды выше 10°C. При температуре окружающей среды ниже 5°C время охлаждения должно быть значительно увеличено, а также необходимы ветрозащитные или изолирующие одеяла. Для трубы с толщиной стенки 40 мм при температуре 5°C минимальное время охлаждения под давлением превысит 90 минут. В течение этого окна запрещается движение, вибрация или сброс давления.
Высота борта
Валик, образующийся на стыке шва при нагреве, является визуальным индикатором правильного сваривания. Стандарты высоты бортов незначительно различаются в зависимости от спецификации, но обычно требуется симметричный двойной борт высотой примерно 0,5 мм для тонкостенных труб и высотой до 3 мм или более для толстостенных труб. Впадина между бортами не должна быть ниже внешней поверхности трубы. Асимметричные бусины указывают на несоосность. Отсутствие буртика указывает на недостаточный нагрев или давление. Чрезмерно крупные шарики указывают на перегрев или чрезмерное давление.
Распространенные дефекты стыковых сварных соединений и их причины
Понимание видов отказов при стыковой сварке важно как для операторов, так и для инспекторов по качеству. При расследовании отказов неоднократно возникают следующие дефекты:
- Холодный синтез: Возникает, когда снятие пластины и соединение труб занимают слишком много времени или когда температура окружающей среды очень низкая без адекватной компенсации. Снаружи сустав выглядит нормальным, но внутри имеет минимальные молекулярные связи. Он выходит из строя при давлении, значительно ниже номинального давления трубы. Холодный синтез — самый опасный дефект, поскольку его невозможно обнаружить без разрушающих испытаний.
- Загрязнение: Загрязнение поверхности трубы грязью, маслом, растворителями или влагой препятствует склеиванию. В лабораторных условиях было доказано, что даже отпечатки пальцев на свежеоблицованной поверхности трубы снижают прочность соединения на 30%. Операторы не должны прикасаться к торцевым концам труб и должны носить чистые перчатки.
- Несоосность: Осевое смещение между двумя концами трубы создает ступеньку в отверстии, которая вызывает концентрацию напряжений. ISO 21307 ограничивает это значение 10% толщины стенки. Помимо этого, стык необходимо вырезать и переделывать.
- Неправильное давление: Недостаточное давление плавления приводит к неполному течению расплавленного материала. Чрезмерное давление слишком быстро выдавливает расплав, уменьшая глубину склеенной зоны. Оба имеют слабые соединения, несмотря на нормальный внешний вид бортиков.
- Преждевременное освобождение от зажимов: Сброс давления или перемещение трубы до полного остывания соединения приводит к деформации валика, образованию внутренних пустот и остаточным напряжениям в зоне соединения.
- Поврежденное покрытие пластины нагревателя: Поврежденное покрытие из ПТФЭ на пластине нагревателя приводит к прилипанию и отрыву материала трубы во время снятия пластины, оставляя пустоты на поверхности расплава. Пластины с видимыми повреждениями покрытия необходимо заменять — ремонт в полевых условиях с помощью ленты или распыления покрытий недопустим.
Как правильно выбрать аппарат для стыковой сварки для вашего проекта
Выбор машины для стыковой сварки предполагает не только подбор номинального диаметра машины в соответствии с вашей трубой. Вот факторы, которые имеют значение на практике:
Диапазон диаметров и совместимость SDR
У каждой машины есть диапазон диаметров и диапазон толщины стенок. Рама машины DN 630 может физически вместить трубу, но если площадь гидроцилиндра недостаточна для создания необходимого давления сварки для толстостенной трубы SDR 11 такого диаметра, машина не подходит для этой работы. Всегда проверяйте, что гидравлическая система машины может обеспечить необходимое давление сварки в барах (или фунтах на квадратный дюйм) для вашего конкретного сочетания наружного диаметра трубы и толщины стенки.
Требования к отслеживаемости и регистрации данных
Многие контракты с предприятиями газоснабжения и водоснабжения теперь предусматривают 100% отслеживаемая регистрация данных сварки для каждого сустава. Если в вашем проекте есть это требование, машина без встроенного регистратора данных просто не соответствует требованиям — установка внешнего регистратора на машину с ручным управлением часто не принимается клиентами. Проверьте требования контракта перед закупкой или арендой.
Условия площадки и переносимость
Машины для стыковой сварки большого диаметра труб диаметром 800–1200 мм могут весить более 2000 кг и требуют установки крана в траншею. Для удаленных объектов или объектов с ограниченным доступом предпочтительнее использовать более легкие модульные машины, которые можно разобрать для ручного управления, даже если они требуют больше времени на установку. Также учитывайте доступность электроэнергии — пластины нагревателя обычно потребляют от 1,5 до 15 кВт в зависимости от размера, а торцевой инструмент добавляет дополнительную нагрузку. Выбор размера генератора — распространенная ошибка в удаленных проектах.
Требования к сертификации оператора
Машина хороша настолько, насколько хорош ее оператор. В большинстве стран операторы стыковой сварки должны иметь действующую сертификацию сварщика — DVS DVGW GW 330 в Германии, WIS 4-32-08 в Великобритании или эквивалентные национальные схемы. Некоторые автоматические машины включают функции входа в систему с идентификатором оператора, которые блокируют машину, если вошедший в систему оператор не имеет действующей сертификации в базе данных машины. Затраты на обучение и сертификацию следует учитывать при выборе машины при формировании или расширении бригады.
Экономика аренды и покупки
Для подрядчиков, время от времени выполняющих работы по стыковой сварке, аренда у специализированного поставщика часто имеет больше экономического смысла, чем покупка. Ставки аренды гидравлического аппарата для стыковой сварки среднего класса (DN 90–630 мм) обычно составляют От 500 до 2000 долларов в неделю в зависимости от региона и прилагаемых аксессуаров. Полнофункциональные станки с ЧПУ арендуются за 3000–8000 долларов в неделю. Покупка становится выгодной, когда использование превышает примерно 20 недель в году с учетом расходов на техническое обслуживание, калибровку и страхование.
Ведущие производители машин для стыковой сварки
На рынке аппаратов для стыковой сварки доминирует несколько авторитетных производителей с глобальными дистрибьюторскими сетями. Вот обзор наиболее широко используемых брендов и что их отличает:
- МакЭлрой (США): McElroy, возможно, является наиболее узнаваемым именем в производстве оборудования для стыковой сварки во всем мире, особенно на рынках газа и воды Северной Америки. Их серии TracStar и Pitbull представляют собой самоходные машины для использования в траншеях, а их система DataLogger широко используется коммунальными предприятиями. Машины McElroy рассчитаны на надежную работу в суровых полевых условиях и имеют высокую стоимость при перепродаже.
- Георг Фишер (Швейцария): Компания GF Piping Systems производит полную линейку машин для стыковой сварки серии ROWELD диаметром от DN 63 до DN 2000 мм. Их системы особенно заметны в европейских инфраструктурных проектах и разработаны в соответствии со стандартами DVS и ISO. Машины GF часто используются европейскими газовыми компаниями.
- Ритмо (Италия): Ritmo предлагает широкий ассортимент: от компактных портативных агрегатов до полностью автоматических станков с ЧПУ большого диаметра. Их станки с ЧПУ серии Bios хорошо известны благодаря возможности регистрации данных и используются в системах водоснабжения, газа и промышленности. Ritmo обеспечивает мощную поддержку на рынках Европы, Ближнего Востока и Азиатско-Тихоокеанского региона.
- Видос (Германия): Widos специализируется на машинах для стыковой сварки и фитинговой сварки, уделяя особое внимание точному машиностроению. Их машины обычно встречаются на проектах газовых сетей Германии и Австрии. Они также предлагают индивидуальные решения для изделий большого диаметра и промышленного применения.
- Ротенбергер (Германия): Компания Rothenberger, известная прежде всего производством инструментов для труб и нагревательного оборудования, производит широкий ассортимент машин для стыковой сварки среднего класса, которые имеют конкурентоспособные цены и широко распространяются через сети проката инструментов. Чаще встречается в сервисных работах меньшего диаметра, чем в крупных магистральных проектах передачи.
- Лейстер (Швейцария): Хотя компания Leister известна в первую очередь сваркой горячим воздухом и экструзионной сваркой, она производит оборудование для стыковой сварки листов и панелей, что особенно актуально для геомембранной облицовки и изготовления резервуаров.
Контроль качества и испытания стыковых сварных соединений
Завершение сварки — это не то же самое, что подтверждение качества сварки. Контроль качества стыковых сварных соединений включает как технологический контроль, так и послесварочный контроль. Большинство стандартов трубопроводов требуют сочетания следующего:
Визуальный осмотр
Каждое соединение визуально проверяется на соответствие критериям геометрии бортов, определенным в применимом стандарте. Инспекторы проверяют высоту борта, симметрию, непрерывность по всей окружности и несоосность. Визуальный осмотр сам по себе не может обнаружить холодный синтез или подповерхностные пустоты — он лишь выявляет явно дефектные соединения.
Разрушающий контроль (испытания на изгиб)
Стандартным методом подтверждения качества сварки является испытание на изгиб, при котором от стыка отрезается участок и отгибается на 180°. Хорошее соединение изгибается без трещин на границе сварного шва — разрушение происходит в теле трубы, а не в соединении. Многие сварочные процедуры требуют разрушающих испытаний. минимум один косяк на оператора в день , взято из контрольного образца, сваренного в тех же условиях, что и рабочие соединения.
Неразрушающий контроль
Ультразвуковой контроль с фазированной решеткой (PAUT) является наиболее эффективным методом неразрушающего контроля стыковых сварных соединений и позволяет обнаружить непровары, пустоты и включения без разрезания трубы. PAUT предназначен для трубопроводов с высокими последствиями, включая газотранспортные магистрали, диаметр которых превышает определенный диаметр и пороговые значения давления. Для этого требуется специальное оборудование и обученные специалисты. Обычная рентгенография не эффективна при исследовании полиэтилена из-за низкого контраста плотности между расплавленным и нерасплавленным материалом.
Испытание гидростатическим давлением
Перед вводом в эксплуатацию участки трубопровода проходят испытания водой под давлением, превышающим максимальное рабочее давление в 1,5 раза. Он выявляет грубые дефекты, но недостаточно чувствителен, чтобы обнаружить незначительно слабые соединения, которые сначала разрушаются, а спустя годы выходят из строя в условиях усталости или скачков напряжения. Гидростатические испытания являются обязательным требованием при вводе в эксплуатацию, а не заменой контроля качества каждого соединения.
Стыковая сварка против электросварки: когда что использовать
Стыковая сварка и электросварка (ЭФ) являются стандартными методами соединения полиэтиленовых труб и не во всех ситуациях взаимозаменяемы. Понимание того, когда подходит тот или иной метод, позволяет избежать ошибок в спецификации, которые могут привести к значительной доработке.
| Критерий | Батт Фьюжн | Электросварка |
|---|---|---|
| Минимальный практический диаметр | DN 63 мм (можно ниже) | Ду 20 мм и выше |
| Чувствительность к загрязнению | Высокий | Очень высокий |
| Стоимость оборудования | Высокий (machine-intensive) | Низкая стоимость машины, высокая стоимость установки |
| Пригодность в ограниченном пространстве | Ограничено размером машины | Отлично |
| Пропускная способность (суставов в день) | Высокийer for large diameter straight runs | Высокийer for small diameter and fittings |
| Прослеживаемость | Требуется станок с ЧПУ или внешний регистратор. | Сканирование штрих-кодов встроено в большинство контроллеров EF. |
На практике в большинстве проектов крупных трубопроводов в качестве основного метода соединения прямых участков трубопроводов используется стыковая сварка, а для соединений, тройников, отводов и сервисных соединений — электросварка. Эти два метода скорее дополняют друг друга, чем конкурируют.
Требования к техническому обслуживанию и калибровке машины
Для стабильной работы аппараты для стыковой сварки требуют систематического обслуживания. Машина, которая механически исправна, но не откалибрована, может производить дефектные соединения, хотя все видимые параметры кажутся правильными. К основным требованиям к техническому обслуживанию относятся:
- Калибровка гидравлической системы: Гидравлический манометр или датчик давления должны быть откалиброваны по отслеживаемому эталонному стандарту. Большинство стандартов и технических характеристик требуют калибровки. по крайней мере ежегодно , и многие требуют калибровки перед каждым новым проектом или контрактом. Сертификаты калибровки должны быть доступны для проверки на месте.
- Проверка температуры нагревательной пластины: Пластинчатый термостат необходимо проверять с помощью калиброванного контактного термометра или ИК-термометра в начале каждой рабочей смены. Температура поверхности по всей пластине должна быть одинаковой — проверяйте в нескольких точках, а не только в центре.
- Проверка покрытия из ПТФЭ: Антипригарное покрытие нагревательной пластины необходимо проверять перед каждым использованием. Любые участки отслаивания, изменения цвета или прилипания материала должны быть исследованы. Не пытайтесь восстановить покрытие скотчем или распылителем — замените пластину или отправьте ее на профессиональную перекраску.
- Состояние лезвия торцевого инструмента: Лезвия строгального станка должны быть острыми и неповрежденными. Тупые лезвия создают неровные поверхности, выделяют чрезмерное тепло и вызывают размазывание материала. Большинство производителей рекомендуют замену лезвия после каждых 50–100 операций торцовки или при ухудшении качества торцовки.
- Проверка выравнивания рамы и челюстей: Выравнивание рамы машины необходимо периодически проверять с помощью циферблатных индикаторов или юстировочных планок. Повреждение рамы в результате транспортировки, грубого обращения или тяжелых грузов в траншее может привести к смещению, незаметному при нормальной эксплуатации.
- Гидравлическая жидкость и уплотнения: Гидравлическую жидкость следует заменять в соответствии с графиком производителя. Утечки в гидроцилиндрах вызывают падение давления на этапе охлаждения и являются основным источником дефектов соединений в плохо обслуживаемых машинах.
Влияние условий окружающей среды на качество стыковой сварки
Стыковая сварка плавлением чувствительна к условиям окружающей среды, которую многие операторы недооценивают, особенно те, кто имеет опыт сварки металлов, где изменения температуры окружающей среды оказывают меньшее влияние.
Сварка в холодную погоду
При температуре окружающей среды ниже 5°C труба из ПЭВП становится жестче и медленнее нагревается через стенку. Время выдержки при нагревании должно быть увеличено, а время охлаждения существенно увеличивается. Большинство стандартов запрещают сварку встык при температуре ниже -5°C без принятия специальных мер предосторожности. На практике ветрозащитные укрытия и подогрев труб температура не менее 5°C является стандартной практикой для работ по сварке в холодную погоду. Игнорирование требований холодной погоды и использование стандартных параметров приводит к систематическому ослаблению соединений.
Жаркая погода и прямой солнечный свет
С другой стороны, труба, оставленная под прямыми солнечными лучами в жаркий день, может иметь температуру поверхности значительно выше температуры окружающей среды. Горячая труба нагревается быстрее, достигая правильного состояния расплава раньше, чем предполагает расчет времени выдержки. Перед сваркой затените трубу и измерьте температуру поверхности трубы, чтобы убедиться, что она находится в пределах диапазона температур перед сваркой 0–40 °C, указанного в большинстве процедур.
Ветер и пыль
Ветер ускоряет охлаждение как пластины нагревателя, так и поверхности расплава трубы во время переключения. Даже умеренный ветер — 15 км/ч — может значительно охладить забой трубы во время критического этапа перехода. Загрязнение поверхности свежеоблицованной трубы пылью – невидимая, но серьезная проблема. Укрытие или палатка для сварки, защищающая от ветра и пыли, является стандартным оборудованием в проектах с контролем качества, а не дополнительным удобством.