 English
English 中文简体
中文简体 русский
русский عربى
عربى
Контент
- 1 Что такое труба для стыковой сварки и почему она важна для промышленных трубопроводов
- 2 Основные процессы сварки, используемые для стыковых сварных соединений труб
- 3 Фитинги для сварки труб встык: стандарты, размеры и марки материалов
- 4 Как работают аппараты для стыковой сварки: пошаговый обзор
- 5 Стыковая сварная труба, раструбная сварка или фланцевое соединение: когда выигрывает каждый тип соединения
- 6 Подготовка сварного соединения: требования к фаскам, подгонке и предварительному нагреву
- 7 Неразрушающий контроль стыковых сварных соединений труб
- 8 Распространенные дефекты труб, сваренных встык, и способы их предотвращения
- 9 Выбор подходящего аппарата для стыковой сварки труб из полиэтилена высокой плотности и полиэтилена
- 10 Области применения, в которых труба, приваренная встык, является обязательным выбором
- 11 Соображения стоимости: трубы, сваренные встык, в сравнении с альтернативными методами соединения
Что такое труба для стыковой сварки и почему она важна для промышленных трубопроводов
Труба, приваренная встык, представляет собой трубу, соединенную встык путем сварки стыкуемых поверхностей вместе, создавая непрерывное соединение заподлицо без перекрытия материала. В результате получается соединение, которое соответствует толщине стенки трубы, поддерживает поток по всему проходу и выдерживает те же номинальные значения давления, что и сама исходная труба. Короче говоря: правильно выполненная стыковая сварка механически эквивалентна несоединенной длине трубы.
Этот метод является доминирующим методом соединения на линиях передачи нефти и газа, химических перерабатывающих заводах, электростанциях, инфраструктуре водоочистки и распределительных сетях отопления, вентиляции и кондиционирования воздуха. Инженеры используют его везде, где приоритетом является длительный срок службы, целостность без утечек и минимальная турбулентность в стыке, что охватывает подавляющее большинство применений, связанных с высоким давлением, высокой температурой и коррозией.
Этот термин охватывает как металлические трубы (углеродистая сталь, нержавеющая сталь, легированная сталь, дуплекс), так и трубы из термопласта (HDPE, PP-R, PVDF, PE-RT), хотя исполнение этих двух семейств материалов существенно различается. Металлические трубы основаны на процессах плавления дуги и присадочных металлах; Термопластичная труба зависит от тепла и давления, оказываемого Машины для стыковой сварки , которые плавят сопрягаемые поверхности и сжимают их вместе без какого-либо наполнителя.
Основные процессы сварки, используемые для стыковых сварных соединений труб
В зависимости от типа материала, диаметра трубы, толщины стенки и условий эксплуатации используются несколько различных процессов сварки. Понимание того, какой процесс где применяется, важно перед определением какой-либо системы трубопроводов.
Дуговая сварка защищенного металла (SMAW)
SMAW, также называемый контактной сваркой, является старейшим и наиболее портативным процессом. Он обрабатывает трубы из углеродистой стали и низколегированных труб от малого до большого диаметра и хорошо работает на открытом воздухе, на строительной площадке и над головой. Скорость осаждения относительно низкая — обычно 1,5–3,0 кг/час, — но затраты на установку минимальны, а оборудование надежное. SMAW остается стандартом для ремонта трубопроводов и сварных швов, где мобильность перевешивает производительность.
Газовая вольфрамовая дуговая сварка (GTAW/TIG)
Сварка TIG обеспечивает самые чистые корневые проходы на трубах из нержавеющей стали, дуплексных и высоколегированных труб. В этом процессе используется неплавящийся вольфрамовый электрод и защитный газ из инертного газа (аргон или гелий), что позволяет точно контролировать нагрев тонкостенных труб или труб малого диаметра. Это обязательный процесс для трубопроводов фармацевтического и пищевого назначения, где гладкость корневого валика напрямую влияет на возможность очистки. Скорость наплавки ниже, чем у SMAW — часто 0,5–1,5 кг/час, — но металлургическое качество оправдывает затраченное время.
Дуговая сварка под флюсом (SAW)
SAW работает под слоем гранулированного флюса, который защищает дугу и сварочную ванну от атмосферного загрязнения. Это исключительно цеховой процесс изготовления или изготовления катушек, который невозможно использовать в полевых условиях, но при этом достигается скорость осаждения 10–40 кг/час на толстостенные трубы большого диаметра. Типичными областями применения являются катушки трубопроводов нефтеперерабатывающих заводов и структурные коллекторы. Постоянно высокое тепловложение требует тщательного планирования предварительного нагрева и послесварочной термообработки (PWHT) для контроля твердости в зоне термического влияния.
Стыковая сварка термопластичных труб
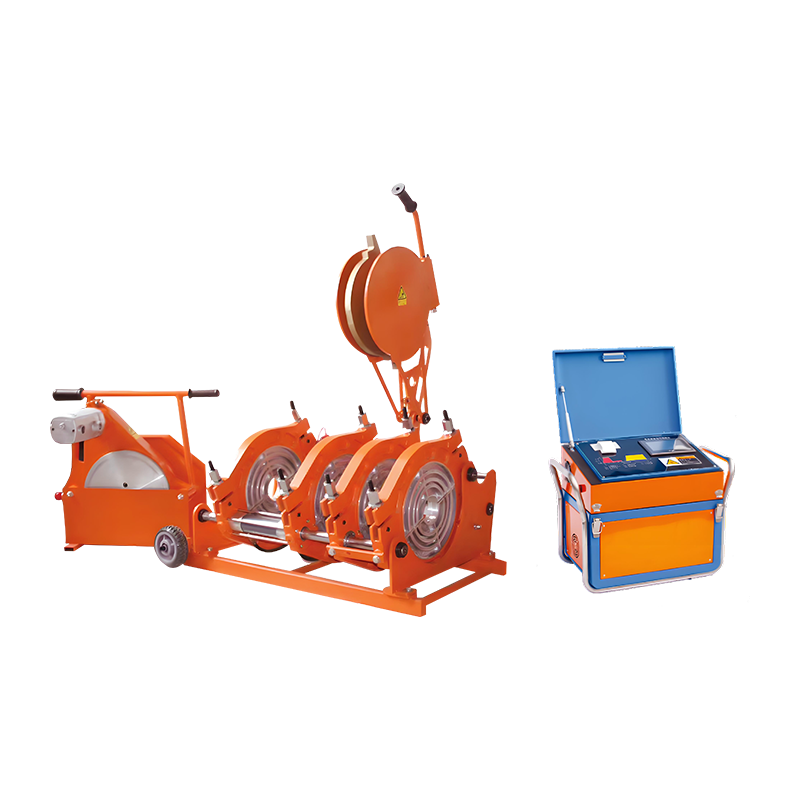
Для полиэтиленовых и полипропиленовых труб. Машины для стыковой сварки заменить все дуговые процессы. Машина зажимает оба конца трубы, обрезает торцевые поверхности с помощью вращающегося торцевого инструмента, а затем прижимает их к нагретой пластине с точно контролируемой температурой — обычно 200–220 °C для ПЭВП — до тех пор, пока не образуется определенная капля расплава. Пластину снимают, и две размягченные поверхности прижимают друг к другу под контролируемым усилием в течение периода охлаждения. Полученное соединение является однородным: тот же материал, та же плотность, такая же химическая стойкость, как и сама стенка трубы.
Современные машины для стыковой сварки — от ручных гидравлических агрегатов для труб DN63–DN315 до гидравлических машин с ЧПУ для труб DN1200 и выше — записывают все параметры сварки (температуру, давление, время, условия окружающей среды) в цифровом виде и экспортируют отслеживаемые журналы сварки в соответствии со стандартами ISO 12176-4 и DVS 2202. В большинстве юрисдикций эта документация является обязательной для газораспределительных сетей и водопроводов питьевого водоснабжения.

Фитинги для сварки труб встык: стандарты, размеры и марки материалов
Фитинги для стыковой сварки — колена, тройники, переходники, заглушки, заглушки — изготавливаются по определенным стандартам размеров, которые обеспечивают взаимозаменяемость и свариваемость труб разных производителей. Доминирующими стандартами в мире являются:
- АСМЭ Б16.9 — Фитинги заводского изготовления для сварки встык, соответствующие размерам, допускам и номинальным давлениям для номинального давления от NPS ½ до NPS 48 из всех распространенных марок материалов.
- АСМЭ Б16.28 — Отводы и отводы короткого радиуса для установки в ограниченном пространстве.
- МСС СП-75 — Высокопрочные кованые фитинги для стыковой сварки трубопроводных материалов (WPHY-52, WPHY-60, WPHY-65, WPHY-70).
- ЕН 10253 — Европейский стандарт, распространяющийся на бесшовные и сварные фитинги, приваренные встык, из углеродистой и аустенитной нержавеющей стали.
- ИСО 4427/ЕН 12201 — Системы напорных полиэтиленовых труб с указанием коэффициентов SDR, допусков по внешнему диаметру и требований к сварным соединениям для труб из ПЭВП, сваренных встык.
Классы толщины стенок — SCH 10, SCH 40, SCH 80, SCH 160, XXH — определяют устойчивость к давлению узла стыковой сварки. Выбор более легкого режима работы для снижения стоимости материалов при сохранении того же номинального размера трубы пропорционально снижает номинальное давление системы; труба из углеродистой стали DN100 SCH 40 (стенка = 6,02 мм) рассчитана примерно на 100 бар при температуре окружающей среды, тогда как та же труба DN100 SCH 80 (стенка = 8,56 мм) достигает примерно 160 бар. Фитинг должен соответствовать спецификации трубы, в противном случае потребуется процедура переходной сварки.
| Размер трубы (NPS) | Щ 40 Стена (мм) | Щ 80 Стена (мм) | SCH 160 Стена (мм) | Типичное применение |
|---|---|---|---|---|
| 1" | 3.38 | 4.55 | 6.35 | Выводы приборов, гидравлические линии |
| 2" | 3.91 | 5.54 | 8.71 | Технологические линии, охлаждающая вода |
| 4" | 6.02 | 8.56 | 12.70 | Коллекторы нефтеперерабатывающих заводов, паропроводы |
| 8 дюймов | 8.18 | 12.70 | 21.44 | Передача газа под высоким давлением |
| 12 дюймов | 9.53 | 14.27 | 25.40 | Магистральные трубопроводы, большие коллекторы |
Как работают аппараты для стыковой сварки: пошаговый обзор
Для монтажников термопластичных труб и инженеров по снабжению, незнакомых с этим процессом, ниже описано, как машины для стыковой сварки работают на каждом этапе. Отклонение от любого шага — пропуск проверки высоты шва, поспешное переключение или недостаточное охлаждение соединения — надежно приводит к некачественному сварному шву.
- Зажим и выравнивание. Оба конца трубы вставляются в зажимные губки станка. Гидравлическое или ручное выравнивание зажимов обеспечивает концентричность осей труб в пределах ±0,5 мм для труб до DN315 и более плотную для труб большего диаметра. Несоосность на этом этапе создает угловую плоскость сварного шва, в которой концентрируется напряжение при циклическом изменении давления.
- Облицовка. Вращающийся торцовочный инструмент одновременно обрезает оба конца трубы, удаляя поверхностные загрязнения и создавая плоские, параллельные сопрягаемые поверхности. Торцевой инструмент снимается, зазор между торцами должен составлять ≤0,3 мм для труб до DN180 и ≤0,5 мм для труб большего размера (согласно DVS 2207-1). Любой видимый разрыв за пределами этих пределов требует исправления.
- Измерение давления перетаскивания. При отсутствии нагревательной пластины машина применяет силу, чтобы привести два конца трубы в легкий контакт, измеряя гидравлическое давление, необходимое для перемещения каретки с медленной, постоянной скоростью. Это значение сопротивления прибавляется ко всем последующим сварочным давлениям, чтобы компенсировать трение в собственном гидравлическом контуре машины.
- Установка нагревательной пластины и формирование валиков. Нагревательная пластина, настроенная на температуру сварки конкретного материала, обычно 210 °C ± 10 °C для PE100, вставляется между концами трубы. Машина прижимает оба конца к пластине под давлением накатки (более высокое давление) до тех пор, пока не образуется симметричный круговой шарик расплава заданной высоты. Для трубы DN110 SDR11 PE100 минимальная высота буртика составляет примерно 1,5 мм с каждой стороны; для DN315 она увеличивается примерно до 3,0 мм на сторону.
- Тепловая выдержка (выдержка). Давление снижается почти до нуля (давление нагревания), а концы труб остаются в контакте с пластиной в течение расчетного времени выдержки. Это обеспечивает достаточное проникновение расплава в стенку трубы. Для трубы DN200 SDR11 время выдержки обычно составляет 60–70 секунд при стандартных условиях.
- Снятие и соединение пластин. Машина одновременно втягивает оба конца трубы, а оператор снимает нагревательную пластину в течение определенного времени переключения — обычно 3–6 секунд в зависимости от размера трубы. Превышение максимального времени переключения приводит к охлаждению поверхностей расплава ниже температуры плавления и образованию холодного сварного шва. Затем машина сводит концы труб вместе под давлением сварки, образуя окончательный валик соединения.
- Охлаждение под давлением. Соединение выдерживается под давлением сварки в течение всего времени охлаждения, которое составляет примерно 10 минут на 10 мм толщины стенки при стандартных условиях, хотя применяются корректировки по температуре окружающей среды. Ранний сброс давления, пока сварной шов еще расплавлен в сердцевине, приводит к образованию внутренних пустот. Во время охлаждения соединение нельзя перемещать, сгибать или подвергать какой-либо осевой нагрузке.
Машины для стыковой сварки с ЧПУ полностью автоматизируют этапы с 3 по 7: машина рассчитывает давление сопротивления, контролирует температуру пластины с точностью до ±2 °C и независимо определяет время каждой фазы. Они также отклоняют несоответствующие параметры в режиме реального времени: если температура пластины во время простоя падает ниже допуска, машина прерывает работу и регистрирует это событие. Для подрядчиков по газораспределению, работающих в соответствии с EN 12007 или ASME B31.8, этот уровень документации не является обязательным; это средство, с помощью которого обеспечивается отслеживание сварных швов на протяжении всего срока службы трубопровода.

Стыковая сварная труба, раструбная сварка или фланцевое соединение: когда выигрывает каждый тип соединения
Инженеры по трубопроводам обычно выбирают между стыковыми, раструбными и фланцевыми соединениями. У каждого есть область, в которой он явно превосходит; обращение с ними как с взаимозаменяемыми приводит к перерасходу средств или преждевременному выходу соединений из строя.
| Тип подключения | Типичный диапазон размеров труб | Способность давления | Ключевое преимущество | Ключевое ограничение |
|---|---|---|---|---|
| Стыковая сварка | Все размеры (NPS ½ и выше) | Полный рейтинг трубы | Без щелей, полнопроходной, постоянный | Требуется квалифицированный сварщик, проверка RT/UT. |
| Муфтовая сварка | NPS ½ – NPS 2 (NPS 3 макс.) | Высокий (Класс 3000/6000) | Облегчает выравнивание, снижает квалификацию сварщика. | Щель у корня, не допускается при циклической или коррозионной эксплуатации. |
| фланцевый | Все размеры | Зависит от класса фланца | Разборные — соединения оборудования, клапаны | Путь утечки через прокладку, более высокая стоимость установки |
| Резьбовой | НПС ¼ – НПС 4 | От низкого до среднего (класс 2000/3000) | Не требуется сварка, быстрая сборка. | Выемчатое напряжение, не для вибрационной или циклической эксплуатации. |
Самым большим фактором, способствующим использованию стыковой сварки, является отсутствие щелей. Раструбные сварные швы образуют небольшой кольцевой зазор между наружным диаметром трубы и отверстием раструба. При эксплуатации в условиях содержания хлоридов, кислот или повышенных температур эта щель становится местом возникновения коррозии. ASME B31.3 Технологические трубопроводы явно ограничивают или запрещают сварку в раструбе в системах с циклической нагрузкой, при работе со смертельно опасными жидкостями и в приложениях, где щелевая коррозия является документально подтвержденным риском. Труба, приваренная встык, полностью исключает щель — при правильном выполнении поверхность сварного шва находится заподлицо с отверстием трубы.
Для термопластических систем эквивалентное сравнение проводится между стыковой сваркой (по умолчанию для напорных труб), электросварными муфтами и соединениями на цементном растворителе. Стыковая сварка, выполняемая с помощью специальных сварочных аппаратов для стыковой сварки, предпочтительна для прямых участков диаметром DN63 и выше, поскольку она не требует фитингов, не увеличивает внешний диаметр соединения и обеспечивает наименьшую стоимость установки на метр в масштабе. Электросварка предпочтительна при врезках, в ограниченном пространстве, где сварочная машина не может охватывать фитинг, а также для разветвленных соединений, где необходим седельный фитинг.
Подготовка сварного соединения: требования к фаскам, подгонке и предварительному нагреву
При подготовке соединения во многом определяется качество трубы для стыковой сварки — еще до того, как будет применена дуга или нагревательная пластина. Неправильный угол скоса, плохая подгонка или недостаточный предварительный нагрев приводят к появлению дефектов, которые невозможно устранить после выполнения соединения никакими навыками сварщика.
Геометрия фаски для металлических труб
Стандартная одинарная фаска для труб толщиной стенки примерно до 19 мм состоит из Угол скоса 37,5° с каждой стороны (образуя внутренний угол 75°), поверхность присоединения 1,6–3,2 мм и отверстие присоединения 1,6–4,8 мм в зависимости от процесса и диаметра трубы. Эти размеры взяты из раздела IX ASME и AWS D10.11 и являются базовыми, на основе которых проводятся квалификационные испытания процедур.
Для стен толщиной более 19 мм сложные фаски (J-образный, U-образный или двойной V-образный паз) значительно уменьшают общий объем сварного шва — при двойной V-образной сварке используется примерно на 40 % меньше присадочного металла, чем при одинарной V-образной кромке при той же толщине стенки, — что напрямую снижает время сварки, деформацию и остаточное напряжение. В коллекторах с толстыми стенками и насадках для сосудов почти всегда используются составные соединения или соединения с узкими канавками.
Hi-lo (радиальное смещение между концами трубы) не должно превышать 1,6 мм для большинства применений ASME B31.3 или 10% стенки более тонкого элемента, в зависимости от того, что меньше. Hi-lo концентрирует изгибающее напряжение в основании сустава и является одной из основных причин раннего усталостного растрескивания в вибрирующих системах.
Требования к предварительному нагреву
Предварительный нагрев замедляет скорость охлаждения в зоне термического влияния (ЗТВ), снижая риск водородного растрескивания (HIC) — основного вида разрушения сварных швов труб из углеродистых и низколегированных сталей. Требования к предварительному нагреву зависят от углеродного эквивалента (CE), толщины основного металла и условий окружающей среды:
- Углеродистая сталь ASTM A53 Gr.B / A106 Gr.B, стенка ≤25 мм: предварительный нагрев не требуется при температуре окружающей среды выше 10 °C (согласно ASME B31.3, таблица 330.1.1).
- Тот же материал, толщина стенки 25–50 мм: минимум 79 °C, предварительный нагрев .
- Труба из хромомолибденового сплава (P91, P22): минимум предварительный нагрев 200–250 °C и обязательная термообработка, обычно при 730–760 °C в течение 1 часа на 25 мм стенки.
- Температура окружающей среды ниже 0 °C: увеличьте предварительный нагрев на 55 °C для любой группы материалов.
Предварительный нагрев необходимо измерять на расстоянии не менее 75 мм от центра сварного шва с использованием калиброванных контактных пирометров или мелков, указывающих температуру, как минимум в четырех равноотстоящих друг от друга точках по окружности. Инфракрасные пушки измеряют температуру поверхности, а не температуры внутри стенки, и недооценивают достаточность предварительного нагрева толстостенной трубы.
Неразрушающий контроль стыковых сварных соединений труб
Требования к проверке труб, приваренных встык, определяются нормативными актами, классификацией рабочих жидкостей и спецификациями владельца. Выбор метода НК напрямую влияет на то, какие типы дефектов можно обнаружить и при каком размере дефекта.
Радиографическое тестирование (РТ)
RT — с использованием источников рентгеновского или гамма-излучения — создает двухмерное проецируемое изображение сварного шва. Он высокоэффективен при обнаружении объемных дефектов: пористости, шлаковых включений, непроваров в корне, подрезов. Он менее надежен при обнаружении плоских дефектов (трещин, непроваров боковин), ориентированных параллельно пучку излучения. ASME B31.3 требует 100 % ВУ для работы с жидкостью категории M (летальной) и допускает точечное ВУ 5 % для нормальной работы с жидкостью. Практический предел чувствительности для большинства трубопроводов RT — это ширина трещины примерно 2% от толщины стенки.
Ультразвуковой контроль (UT) и PAUT
Ультразвуковой контроль с фазированной решеткой (PAUT) в значительной степени вытеснил обычный однозондовый ультразвуковой контроль для контроля стыковых сварных труб большого диаметра или толстостенных труб. PAUT электронно управляет и фокусирует массив преобразовательных элементов, производя полное сканирование поперечного сечения объема сварного шва с получением цифровых изображений. Он обнаруживает плоские дефекты, которые пропускает RT, предоставляет точные данные о размерах для оценки пригодности к эксплуатации и генерирует проверяемые цифровые записи. Чувствительность PAUT на калиброванных эталонных метках может достигать Высота 1,0 мм на глубине полуметалла в типичных трубопроводных приложениях. Для сварных швов подводных трубопроводов PAUT с автоматизированными системами сканирования (AUMT) в настоящее время является методом проверки по умолчанию в большинстве морских проектов.
Визуальный контроль и контроль геометрии валиков сварных швов плавлением
Для труб, сваренных встык из термопласта, соединенных с помощью сварочных аппаратов для стыковой сварки, основной осмотр после сварки представляет собой визуальную оценку геометрии валика в соответствии с DVS 2202-1 или ISO 13953. Инспектор измеряет высоту, ширину и симметрию валика (внутренний и внешний валики должны быть приблизительно равны по высоте) с помощью калибра. Чрезмерно асимметричная двойная полоска (одна сторона значительно выше другой) указывает на неравномерный нагрев, неправильную температуру пластины или проблему с облицовкой. Недостаточное перекатывание шва (высота шва ниже минимальной) часто указывает на чрезмерное время переключения или слишком низкую температуру пластины. Оба условия гарантируют разрушающее испытание образца соединения путем испытания на растяжение или отслаивание перед приемкой сварного шва.
Журнал стыковой сварки, генерируемый сварочным аппаратом, в котором регистрируются сварочное давление, температурный профиль пластины, время переключения, время охлаждения, температура окружающей среды, серийный номер машины и идентификатор оператора, является основной записью качества для систем трубопроводов из термопластов. Сохранение этих журналов в соответствии со спецификацией проекта (обычно минимум 10 лет, часто срок службы актива) — это разница между системой, которую можно с уверенностью переоценить или расширить, и системой, которую нельзя.
Распространенные дефекты труб, сваренных встык, и способы их предотвращения
Понимание механизмов возникновения дефектов в стыковых сварных соединениях труб позволяет проектным группам составлять более эффективные спецификации процедур сварки, контрольные точки и протоколы корректирующих действий. Большинство дефектов можно предотвратить при условии строгого соблюдения процедур; очень немногие из них действительно случайны.
Пористость
Пористость в сварных швах металлических труб возникает в результате захвата газа в затвердевающей сварочной ванне — чаще всего водорода из-за влаги во флюсе или покрытиях электродов, азота из-за потери защитного газа или диоксида углерода, выделяющегося из основного металла. Для предотвращения пористости необходимы сухие, правильно хранящиеся электроды с низким содержанием водорода (хранящиеся при температуре 120–150 °C и используемые в течение 4 часов после извлечения из печи для E7018), адекватное покрытие защитным газом и удаление поверхностной влаги или льда перед сваркой. При корневых проходах GTAW обратная продувка канала трубы аргоном со скоростью потока 5–15 л/мин обязательна для аустенитных нержавеющих и никелевых сплавов.
Неполное проникновение корня
Корень, который не прорастает на всю толщину шва, оставляет несплавленный участок, действующий как выемка в отверстии. Это особенно вредно при циклической эксплуатации, поскольку в насечке концентрируется растягивающее напряжение на внутреннем диаметре — именно там, где возникает наибольшая амплитуда напряжения при пульсации давления. Дефекты проникновения корня предотвращаются путем правильной настройки корневого зазора (в соответствии с WPS), не снижения силы тока ниже допустимого диапазона для контроля тепловложения и использования метода корневого прохода, подходящего для положения соединения (обычно метод замочной скважины для положения трубы 6G GTAW).
Холодные сварные швы при стыковой сварке термопластов
Холодная сварка в соединении труб из термопласта, сваренного плавлением, происходит, когда поверхности расплава охлаждаются ниже температуры кристаллизации перед сжатием вместе. Типичные причины: время переключения превышено (чаще всего), слишком низкая температура нагревательной пластины или окружающий ветер, отводящий тепло от открытых поверхностей расплава. Холодные сварные швы визуально похожи на прочные сварные швы — двойной валик все еще присутствует — но разрушаются при незначительном давлении, превышающем расчетное. Для обнаружения необходимы разрушающие испытания (испытания на растяжение или отслаивание) или гидростатические испытания; Один только визуальный осмотр не может надежно идентифицировать холодный сварной шов. Профилактика носит чисто процедурный характер: строгое соблюдение паспорта сварки для конкретного материала трубы, диаметра и SDR, а также защита машины от ветра на этапе соединения.
Водородное крекинг (HIC)
HIC в трубах из углеродистой и низколегированной стали проявляется в виде растрескивания под бортом ЗТВ, которое обычно обнаруживается через 24–72 часа после сварки, поскольку остаточное напряжение приводит к задержке диффузии водорода к чувствительным участкам микроструктуры. Это самый коварный дефект металлических труб, поскольку он развивается после того, как сварной шов прошел немедленный неразрушающий контроль. Для предотвращения необходимы электроды с низким содержанием водорода (диффузионный водород ≤4 мл/100 г наплавленного металла по классификации H4), адекватная температура предварительного и межпроходного нагрева, а иногда и последующий нагрев (выдержка при 200–300 °C сразу после сварки, чтобы позволить водороду диффундировать до полного остывания соединения). Соединения с высокой степенью фиксации и толстостенные трубы с высоким CE представляют собой сценарии наибольшего риска.

Выбор подходящего аппарата для стыковой сварки труб из полиэтилена высокой плотности и полиэтилена
Подрядчики, закупающие машины для стыковой сварки для проектов трубопроводов из термопластов, сталкиваются с рядом конфигураций: от базовых ручных гидравлических агрегатов до полностью автоматизированных систем с ЧПУ со встроенной регистрацией данных. Правильный выбор определяется диапазоном диаметров труб, объемом проекта, требованиями к документации и условиями площадки.
Ручные гидравлические машины (DN63–DN315)
В машинах для стыковой сварки начального уровня этого класса используется гидравлический насос с ручным управлением для создания давления зажима и сварки, а также отдельная нагревательная пластина с регулируемой температурой. Оператор визуально контролирует образование шариков и контролирует время вручную с помощью секундомера и манометра. Эти машины стоят от 3000 до 12 000 долларов США в зависимости от размера и марки, что делает их доступными для мелких подрядчиков. Их ограничением является зависимость от оператора: скорость изменения давления, время переключения и продолжительность охлаждения контролируются человеком и, следовательно, изменяются. Для работ по водоснабжению и безнапорных систем с низким уровнем риска такая изменчивость приемлема. Для газораспределительных или пульпопроводов высокого давления это не так.
Полуавтоматические гидравлические машины (Ду110–Ду630)
Полуавтоматические машины для стыковой сварки автоматизируют фазы давления с помощью программируемого контроллера, но при этом оператору все равно требуется вставлять и снимать нагревательную пластину вручную. Контроллер рассчитывает сопротивление сопротивления, определяет последовательность фаз наплыва и нагревания, а также выдает сигналы тревоги при выходе за пределы допуска. Эти машины обычно оснащены принтером или функцией экспорта данных через USB/Bluetooth для создания журнала сварки. Они представляют собой текущий стандарт для газораспределительных подрядчиков по всей Европе, где одобрение WRC/DVGW и IGEM/UP/2 требует отслеживаемой документации каждого производственного сварного шва. Диапазон цен: 25 000–80 000 долларов США за мощность DN315–DN630.
Полностью автоматические станки с ЧПУ (DN200–DN1200)
Машины для стыковой сварки высшего уровня автоматизируют весь сварочный цикл: машина перемещает нагревательную пластину внутрь и наружу, рассчитывает все параметры сварки на основе геометрии трубы и входного материала и автоматически отклоняет сварной шов, если какой-либо параметр выходит за пределы технологического окна. Некоторые текущие модели включают в себя RFID-отслеживание труб (сканирование метки трубы для автоматического заполнения таблицы данных сварки), загрузку в облако записей сварных швов в реальном времени и координаты GPS для каждого положения сварного шва. Для крупных магистральных проектов водоснабжения или межстрановых газопроводов из ПНД снижение ошибок оператора и полнота контрольного журнала оправдывают капитальные затраты в размере 100 000–250 000 долларов США на машину.
Ключевые характеристики, которые необходимо подтвердить перед покупкой или арендой любого аппарата для стыковой сварки, включают: диаметр трубы и диапазон SDR (вставки губок часто охватывают 2–3 значения SDR на диапазон размеров), однородность температуры нагревательной пластины (стандартное требование - ± 5 ° C по всей поверхности), максимальное выходное гидравлическое давление (должно превышать расчетное давление сварки для самой большой трубы в диапазоне плюс запас прочности) и формат регистрации данных (перед мобилизацией убедитесь в совместимости с системой управления качеством проекта).
Области применения, в которых труба, приваренная встык, является обязательным выбором
Некоторые отрасли и нормы не оставляют выбор метода соединения на усмотрение инженера; Стыковая сварка требуется действующим стандартом или десятилетиями данных о производительности, которые исключили альтернативы из спецификации.
- Подводные и морские трубопроводы: Все сварные соединения на выкидных линиях, стояках и отводящих трубопроводах представляют собой стыковые сварные швы, выполненные в соответствии с DNV-ST-F101 или API 1104. Сочетание внешнего гидростатического давления, внутреннего технологического давления и взаимодействия катодной защиты исключает любое несварное соединение. Кольцевые сварные швы на трубе SCH API 5L X65 диаметром 12 дюймов, работающей под давлением 200 бар, проходят полную программу квалификационных испытаний, включая испытания на вязкость разрушения CTOD при температуре -10 °C.
- Трубопроводы атомной электростанции: В системах трубопроводов классов 1, 2 и 3 ASME, раздел III, запрещены раструбные сварные швы выше NPS 2 и требуется объемный контроль (RT или UT) всех стыковых сварных швов при эксплуатации класса 1. Сочетание радиационной обстановки, сейсмической нагрузки и количества летальных жидкостей в случае выброса не оставляет места для типов соединений с щелями или концентрациями напряжений.
- Магистрали распределения природного газа (ПЭ трубы): Практически каждая национальная спецификация газораспределения — IGE/UP/2 (Великобритания), DVGW G472 (Германия), AS/NZS 4130 (Австралия/Новая Зеландия) — требует стыкового или электросварного соединения газовых труб из полиэтилена средней и высокой плотности (MDPE/HDPE) на местах. Компрессионные фитинги и соединения с нажимной посадкой предназначены только для определенных сервисных соединений и ремонтных работ.
- Технологические линии для производства фармацевтических препаратов и полупроводников высокой чистоты: Орбитальная сварка TIG (автоматизированный вариант GTAW), позволяющая получить зеркально гладкие внутренние валики, является стандартом для труб из нержавеющей стали 316L в этих случаях. Стыковой сварной шов с полным проваром и отсутствием подкладного кольца необходим для предотвращения загрязнения продукта в глухих щелях. Сварные швы обычно проверяются внутренним бороскопом со 100-процентной интенсивностью контроля на критических контурах.
- Высокоэнергетические трубопроводы электростанции: Главные трубопроводы пара, горячего промежуточного нагрева и питательной воды, работающие при давлении выше 100 бар и температуре 400 °C на угольных, газовых и атомных электростанциях, проектируются, изготавливаются и проверяются в соответствии с ASME B31.1 Power Piping. Все кольцевые сварные швы представляют собой стыковые сварные швы, подлежащие 100 % UT для хромомолибденового материала P91 и 20–100 % RT для углеродистой стали в зависимости от размера трубы и эксплуатационной классификации.
Соображения стоимости: трубы, сваренные встык, в сравнении с альтернативными методами соединения
Стоимость установки стыковой сварной трубы выше, чем сварной в раструб или фланцевой трубы в расчете на каждое соединение, но сравнение стоимости жизненного цикла неизменно отдает предпочтение стыковой сварке для постоянного, многоциклового или высоконадежного обслуживания. Распределение затрат распределяется следующим образом:
Прямая стоимость установки
Типичное стыковое сварное соединение на 4-дюймовой трубе из углеродистой стали SCH 40 в цехе по изготовлению катушек технологического завода включает подготовку фаски, подгонку, прихваточную сварку, корневой проход SMAW, два или три прохода заливки/заделки с FCAW, неразрушающий контроль (точечная RT) и документацию. Общее количество часов сварщика: примерно 2,0–3,5 часа на одно соединение в зависимости от должности, доступности и уровня квалификации сварщика. При ставке нагруженной рабочей силы 75–120 долларов США в час в Северной Америке прямые затраты на сварку одного соединения составляют 150–420 долларов США. С учетом неразрушающего контроля (примерно 80–150 долларов США за один выстрел RT для трубы диаметром 4 дюйма) и надзора, установка стыкового сварного соединения диаметром 4 дюйма в полевых трубопроводах обходится примерно в 300–600 долларов США.
Сопоставимое 4-дюймовое фланцевое соединение — фланцы с приварной шейкой, прокладка и болты — стоит 120–250 долларов США только за материалы, плюс такие же затраты на сварку двух сварных швов между фланцем и трубой, а также замену прокладки при каждом капитальном ремонте. За 30-летний срок службы завода с тремя капитальными ремонтами стоимость жизненного цикла фланцевого соединения значительно превышает стоимость стыкового сварного соединения на любой линии, не требующей регулярной разборки.
Стоимость стыковых соединений ПНД
Для труб из ПЭВП с использованием машин стыковой сварки экономические показатели очень выгодны по сравнению с электросварными муфтами на прямых участках. Соединение стыковой сваркой ПЭВП DN315 SDR17 с использованием полуавтоматической машины занимает примерно 45–60 минут общего времени цикла, включая настройку, облицовку и охлаждение. Стоимость станка, амортизированная в рамках проекта с 5000 соединениями (при условии, что срок службы машины составляет 5 лет и 1000 соединений в год), добавляет примерно 15–25 долларов США на каждый сустав. Эквивалентная электросварная муфта DN315 стоит 180–350 долларов США только за материал. В проекте водопровода длиной 10 км с 400 соединениями DN315 на километр (при длине труб 12 м) стыковая сварка экономит примерно 60 000–130 000 долларов США на затратах на монтаж на километр по сравнению с электросваркой — без учета каких-либо трудозатрат.