 English
English 中文简体
中文简体 русский
русский عربى
عربى
Контент
- 1 Что такое сварочный инструмент PPR и почему это важно
- 2 Socket Fusion против Butt Fusion: основное различие
- 3 Как работает инструмент для сварки раструбов PPR: шаг за шагом
- 4 Типы сварочных инструментов PPR, доступных на рынке
- 5 Ключевые характеристики, которые следует оценить перед покупкой
- 6 Когда использовать сварочные аппараты для стыковой сварки вместо инструментов для раструбной сварки
- 7 Рабочие параметры: температура, время и давление
- 8 Распространенные дефекты и способы их предотвращения
- 9 Сварка PPR в крупномасштабных проектах: где машины для стыковой сварки берут верх
- 10 Техническое обслуживание и уход за сварочными инструментами PPR
- 11 Выбор подходящего сварочного инструмента PPR для вашего конкретного применения
- 12 Правила техники безопасности, которым должен следовать каждый пользователь сварочного инструмента PPR
Что такое сварочный инструмент PPR и почему это важно
Сварочный инструмент PPR — это нагревательное устройство, используемое для сварки труб и фитингов из полипропиленового статистического сополимера (PPR) в герметичные монолитные соединения. Вывод прост: когда вам нужны прочные, химически стойкие трубы для систем горячего и холодного водоснабжения, правильный сварочный инструмент PPR определяет, прослужит ли ваша установка два года или двадцать. Некачественный инструмент или неправильная техника приводят к образованию соединений, которые трескаются под воздействием термоциклов, в то время как правильно выбранный и эксплуатируемый инструмент обеспечивает соединения, которые обычно превышают номинальное давление трубы.
Трубы PPR стали доминирующим материалом для бытовой и легкой коммерческой сантехники в Европе, Азии и, все чаще, в Северной Америке, поскольку они выдерживают постоянные температуры до 95 °C, устойчивы к образованию накипи и не требуют растворителей или клеев. Сварочный инструмент — это единственное оборудование, которое делает доступными все эти преимущества. Без него ППР представляет собой просто груду пластиковых трубок. При правильном выборе установщик может выполнить полную черновую отделку ванной комнаты менее чем за два часа и рассчитывать, что швы переживут цикл сантехнических работ в здании.
В этой статье объясняется, как работают сварочные инструменты PPR, чем они отличаются от Машины для стыковой сварки , какой тип подходит для какого применения и что должен знать каждый покупатель и установщик, прежде чем использовать инструмент или технику.
Socket Fusion против Butt Fusion: основное различие
Под термином «инструмент для сварки ППР» чаще всего понимают раструбный утюг — плоскую нагретую пластину со сменными охватывающими и охватывающими плашками, которые соответствуют стандартным диаметрам труб (20 мм, 25 мм, 32 мм, 40 мм, 50 мм, 63 мм, а иногда и до 110 мм). Конец трубы и муфта фитинга одновременно нажимаются на нагретые матрицы, выдерживаются определенное время, затем удаляются и сжимаются вместе до того, как расплав остынет. В результате получается полностью проплавленное соединение без механического крепления.
Машины для стыковой сварки Напротив, нагревайте плоские, квадратные концы двух секций трубы или фитингов, а затем сжимайте эти нагретые поверхности вместе встык под контролируемым давлением. Стыковая сварка обычно применяется для термопластических труб большего диаметра — обычно 63 мм и выше — и является стандартным методом для водопроводов из полиэтилена высокой плотности, газораспределительных линий и промышленных трубопроводов. Однако оборудование для стыковой сварки также используется для установок PPR большего диаметра, особенно в проектах централизованного теплоснабжения и коммерческого отопления, вентиляции и кондиционирования воздуха, где диаметры труб достигают 110 мм, 160 мм или больше.
Понимание этого различия имеет практическое значение. Сантехнику, монтирующему трубы горячего водоснабжения из ППР толщиной 20 мм в многоквартирном доме, понадобится раструбный утюг стоимостью 40–150 долларов. Подрядчику, выполняющему монтаж магистралей централизованного теплоснабжения из PPR диаметром 160 мм, необходим ручной или гидравлический аппарат для стыковой сварки, стоимость которого может составлять 700–8000 долларов и более, в зависимости от размера и уровня автоматизации. Выбор неправильной категории не просто расточителен: из-за него создаются соединения, которые выходят из строя.
| Параметр | Раструбная сварка (сварочный инструмент PPR) | Сварочный аппарат для стыковой сварки |
|---|---|---|
| Типичный диапазон диаметров | 20 мм – 63 мм | 63 мм – 630 мм |
| Требуемая температура сварки | 260–270 °С | 200–230 °C (в зависимости от материала) |
| Тип соединения | Перекрытие розеток | Сквозной (встык) |
| Стоимость оборудования (начальный уровень) | 40–150 долларов США | 300–1500 долларов США |
| Типичное применение | Бытовой водопровод, ОВКВ | Промышленное, муниципальное, крупное ОВиК |
| Требуемый уровень квалификации | От низкого до умеренного | От умеренного до высокого |

Как работает инструмент для сварки раструбов PPR: шаг за шагом
Физика слияния сокетов проста, но ее выполнение требует дисциплины. PPR начинает размягчаться примерно при 150 °C и достигает работоспособного плавления при 260–270 °C. Сварочный утюг поддерживает эту температуру с помощью термостата, а матрицы из алюминиевого сплава передают это тепло поверхностям трубы и фитинга за считанные секунды.
Вот стандартная последовательность работы сварочного инструмента PPR:
- Дайте утюгу нагреться до заданной температуры — большинство цифровых моделей показывают готовность; аналоговым моделям обычно требуется 6–8 минут прогрева при температуре окружающей среды.
- Отметьте глубину вставки на конце трубы с помощью глубиномера, входящего в большинство комплектов, или обратитесь к таблице глубины вставки производителя для конкретного диаметра.
- Одновременно наденьте конец трубы на патрубок, а фитинговую муфту на раструб, прилагая постоянное давление без перекручивания.
- Удерживайте указанное производителем время нагрева — для трубы диаметром 20 мм оно обычно составляет 5 секунд; для 63 мм оно увеличивается до 12–18 секунд в зависимости от толщины стены и температуры окружающей среды.
- Снимите обе детали с матриц и сразу же сдвиньте их прямо друг к другу на отмеченную глубину в пределах допустимого времени соединения (приблизительно 4 секунды для 20 мм, до 8 секунд для 63 мм).
- Удерживайте собранное соединение неподвижно в течение времени охлаждения — минимум 20–30 секунд для малых диаметров и до 2 минут для 63 мм — прежде чем допускать изгиб или давление.
- Осмотрите бусину. Равномерное кольцо расплавленного материала, выдавленное на лицевой стороне фитинга, указывает на хорошее соединение. Неровный или отсутствующий валик указывает на недостаточное время нагрева или загрязнение поверхностей.
Наиболее распространенными ошибками, которые вызывают сбои на месте, являются ускорение времени нагрева, работа в холодных условиях окружающей среды без регулировки времени выдержки, оставление влаги на поверхностях труб и скручивание соединения во время сборки. При низкой температуре окружающей среды ниже 5 °C время нагрева должно быть увеличено на 50% или более. Согласно стандарту ISO 15494, этот факт игнорируют многие установщики.
Типы сварочных инструментов PPR, доступных на рынке
Не каждый сварочный инструмент PPR предназначен для одной и той же работы. Выбор внутри категории имеет такое же значение, как и выбор между методами раструбной и стыковой сварки.
Базовые аналоговые сварочные утюги
Это железные пластины с поворотным регулятором термостата, обычно рассчитанные на мощность 800–1200 Вт и снабженные двумя или тремя парами матриц обычных размеров (20/25/32 мм). Они стоят 40–80 долларов и подходят для периодического использования в жилых помещениях. Точность температуры полностью зависит от калибровки термостата — дешевые модели могут работать при температуре на 15–20 °C выше или ниже заданного значения, что влияет на качество соединения. Для производственных сантехнических работ приобретите агрегат с проверенным термостатом.
Инструменты для сварки гнезд цифрового термостата
Эти инструменты отображают фактическую температуру пластины на светодиодном или ЖК-дисплее и поддерживают заданное значение в пределах ±5 °C. Обычно они включают в себя световой индикатор готовности или звуковое оповещение. Качественный цифровой утюг мощностью 800–1500 Вт стоит 80–200 долларов и является подходящим стандартом для любого профессионального установщика, работающего полный рабочий день с PPR. Точность температуры напрямую снижает количество отказов при сварке: внутренние испытания, проведенные несколькими производителями, показывают, что поддержание температуры 260–270 °C ±5 °C обеспечивает прочность соединения, соответствующую номинальному давлению трубы или превышающую его.
Настольные раструбные сварочные машины
При заводском изготовлении сборок из PPR в мастерских настольные инструменты удерживают утюг в фиксированном положении с помощью направляющих штампов, которые обеспечивают выравнивание и контролируемую глубину вставки. Эти агрегаты устраняют переменную устойчивость рук и обеспечивают очень прочные соединения. Они являются стандартным оборудованием в цехах по производству труб, производящих предварительно собранные водопроводные петли для модульной конструкции.
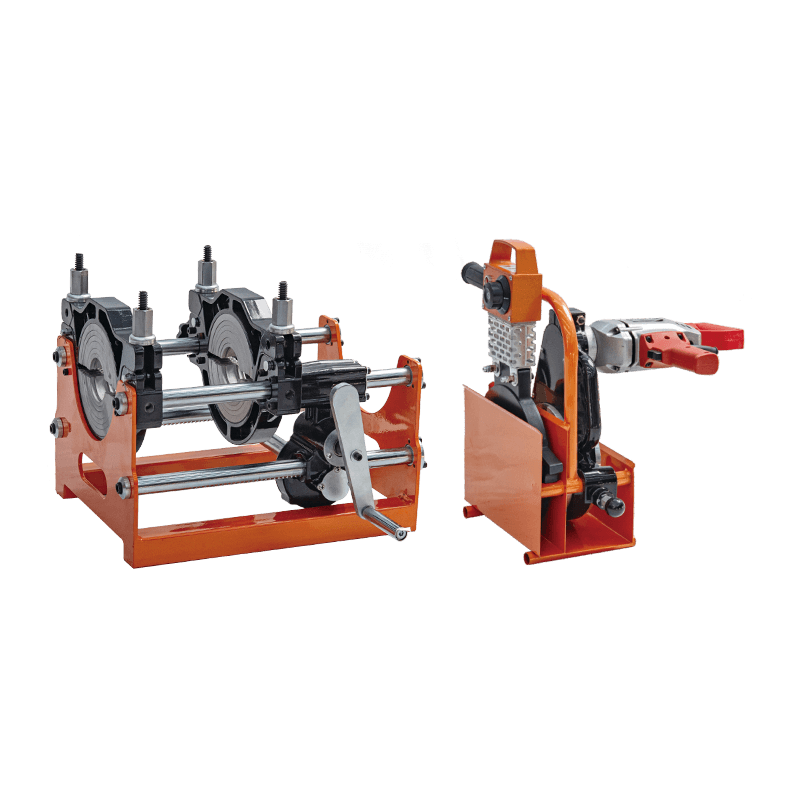
Ручные сварочные аппараты для стыковой сварки PPR
Когда диаметр труб PPR достигает 63 мм и более (обычно в централизованном теплоснабжении, стояках коммерческих зданий и промышленных технологических линиях) — вручную Машины для стыковой сварки стать правильным инструментом. Ручная машина для стыковой сварки обычно состоит из зажимной рамы, торцовочного инструмента (роторного строгального станка), который выравнивает концы труб, нагревательной пластины, которая контактирует с обоими концами одновременно, и прижимного механизма, который применяет контролируемую силу во время сварки и охлаждения. Ручные аппараты для стыковой сварки начального уровня для труб PPR диаметром 63–160 мм стоят 300–800 долларов; Устройства коммерческого класса того же диапазона стоят от 1000 до 2500 долларов.
Гидравлические машины для стыковой сварки
Гидравлические машины для стыковой сварки заменяют ручной винтовой механизм гидравлическим плунжером, что позволяет оператору применять точное, измеримое давление как на этапе нагрева, так и на этапе сварки. Это критично для больших диаметров (200 мм и более), когда ручное усилие недостаточно и непостоянно. Гидравлические машины часто используются для сварки PPR большого диаметра в муниципальных тепловых сетях и являются стандартным инструментом, когда протоколы сварки ISO 21307 или DVS 2207 требуют определенных значений давления сварки, записанных в журнале сварки.
Ключевые характеристики, которые следует оценить перед покупкой
Технические характеристики сварочного инструмента PPR не являются маркетинговыми цифрами — они напрямую влияют на качество сварки и долговечность инструмента. Вот что искать:
- Номинальная мощность: 800–1200 Вт — это практический диапазон для инструментов для раструбной сварки, работающих с трубами диаметром до 63 мм. Утюгам с недостаточной мощностью требуется слишком много времени для восстановления температуры между сварными швами на загруженной площадке установки, что значительно замедляет производительность.
- Диапазон температур: Инструмент должен надежно достигать и удерживать температуру 260–270 °C. Диапазон, указанный как «до 300 °C», вполне подходит — практическая рабочая точка для PPR по-прежнему составляет 260–270 °C. Инструменты с максимальной температурой всего 250 °C могут оказаться ниже температуры изношенных термостатов.
- Качество антипригарного покрытия: Матрицы обычно покрыты ПТФЭ или аналогичным антипригарным материалом. Дешевые покрытия разрушаются в течение нескольких месяцев, в результате чего расплавленный PPR прилипает к штампу и разрушает поверхность соединения. Пластины премиум-класса имеют более твердое и толстое покрытие, рассчитанное на 5000 циклов сварки.
- Совместимость и доступность матрицы: Убедитесь, что сменные матрицы доступны во всех необходимых вам размерах и что резьба или байонетная система крепления матрицы являются общим стандартом. Запатентованные системы штампов могут лишить вас возможности найти замену, если бренд уйдет с рынка.
- Напряжение и частота: Большинство профессиональных инструментов выпускаются в версиях с напряжением 220–240 В/50 Гц (европейский/азиатский стандарт) и 110–120 В/60 Гц (стандарт Северной Америки). Использование неправильного напряжения приводит к необратимому повреждению нагревательного элемента.
- Сумка для переноски и количество аксессуаров: Полный комплект должен включать корпус утюга, матрицы как минимум трех размеров, подставку или держатель, глубиномер, труборез и чистящую ткань. В комплектах, собранных с меньшим количеством аксессуаров, обычно используются железные корпуса более низкого качества.
Когда использовать сварочные аппараты для стыковой сварки вместо инструментов для раструбной сварки
Выбор между сварочным инструментом PPR для раструбной сварки и аппаратом для стыковой сварки в первую очередь определяется диаметром трубы, но играют роль и другие факторы проекта.
Диаметр является основным фактором. Для труб PPR диаметром от 20 до 50 мм всегда используется раструбная сварка — это одновременно отраслевой стандарт и наиболее практичный подход, учитывая, что фитинги для раструбной сварки в этом диапазоне доступны повсеместно. Для 63 мм оба способа технически осуществимы; многие подрядчики по умолчанию используют раструбную сварку для этого размера из-за наличия фитингов, в то время как другие предпочитают стыковую сварку для более крупного валика расплава и большей площади соединения. Выше 63 мм, Машины для стыковой сварки являются отраслевым стандартом, поскольку раструбные фитинги из PPR большого диаметра дороги, их сложнее найти и они значительно увеличивают вес системы.
Масштаб проекта также имеет значение. В проекте, включающем сотни соединений одного и того же диаметра — стояк большого многоквартирного дома или промышленная технологическая линия — машины для стыковой сварки обеспечивают большую стабильность, поскольку каждый сварной шов выполняется в соответствии с фиксированным механическим процессом с определенным давлением и временем. Человеческие вариации в процессе сращения лунки становятся статистически значимыми для сотен суставов.
Толщина стенки материала (рейтинг SDR) также имеет значение. Толстостенные трубы из PPR (SDR 6 или SDR 7,4) большего диаметра требуют давления сварки, которое превышает то, которое может обеспечить раструбная сварка, что делает машины для стыковой сварки единственным жизнеспособным вариантом обеспечения структурной целостности при номинальном рабочем давлении выше 10 бар.
Рабочие параметры: температура, время и давление
Каждая операция сварки PPR — будь то раструбная или стыковая сварка — включает в себя три критические переменные: температуру, время нагрева и усилие соединения. Правильное выполнение этих требований отличает надежный сварной шов от скрытого дефекта, который выйдет из строя при термоциклировании или скачке давления.
Температура
Для раструбной сварки ППР стандартная температура пластины составляет 260–270 °С. При температуре ниже 250 °C глубина расплава недостаточна для полной взаимной диффузии молекул, и соединение будет слабым. При температуре выше 280 °C полипропилен разлагается, образуя обесцвеченное хрупкое соединение, которое выдерживает визуальный осмотр, но разрушается при усталости. Это рабочее окно в 20 °C уже, чем думают многие монтажники.
Для машин для стыковой сварки, используемых для PPR, температура нагревательной пластины обычно устанавливается в пределах 200–230 ° C, что ниже, чем для раструбной сварки, поскольку площадь контакта больше и время нагрева больше. Каждый производитель труб публикует таблицу параметров сварки для своего конкретного состава PPR; Лучшей практикой является следование данным поставщика труб, а не общим отраслевым рекомендациям.
Время нагрева
Время нагрева зависит от толщины стенки трубы и температуры окружающей среды. Следующие значения являются репрезентативными для раструбной сварки при температуре 260 °C и температуре окружающей среды 20–23 °C:
| Внешний диаметр трубы (мм) | Время нагрева (s) | Макс. время присоединения (с) | Время охлаждения (мин) |
|---|---|---|---|
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
Соединение усилий и охлаждение под нагрузкой
Для раструбного сваривания не указывается измеренное усилие соединения — установщик сильно нажимает на отмеченную глубину и удерживает. Для машин стыковой сварки давление сварки является определенным параметром, обычно выражаемым в барах или Н/мм² поперечного сечения трубы и рассчитываемым на основе наружного диаметра трубы и толщины стенки. Гидравлические машины для стыковой сварки оснащены манометром именно по этой причине: поддержание правильного давления на этапе охлаждения предотвращает разделение поверхностей соединения или образование центральной пустоты.
Распространенные дефекты и способы их предотвращения
Понимание видов отказов так же полезно, как и понимание самого процесса сварки. Большинство отказов соединений PPR в эксплуатации связано с небольшим количеством ошибок, которых можно было избежать во время установки.
- Холодный шов (недостаточный нагрев): Самый распространенный дефект. Поверхность трубы кажется расплавленной, но молекулярная взаимная диффузия неглубокая. Соединение может выдерживать начальное гидравлическое испытательное давление, но выходит из строя в течение нескольких месяцев при термоциклировании. Предотвращается строгим соблюдением графиков нагрева и подтверждением температуры инструмента перед каждой сменой.
- Обожженный сустав (чрезмерное тепло или время): Полипропилен на поверхности соединения превращается в более темный и хрупкий материал. Заметно как изменение цвета или порошкообразная текстура на шарике расплава. Предотвращается использованием калиброванного инструмента и не превышением времени нагрева.
- Витой сустав: Вращение во время фазы соединения нарушает границу расплава и приводит к концентрации напряжений. Это предотвращается благодаря обучению монтажников удерживать обе детали на одной оси во время сборки и в период выдержки охлаждения.
- Загрязненный сустав: Масло, влага, трубная стружка или пыль на любой поверхности препятствуют полному сплавлению. Любой контакт с поверхностью расплава после его выхода из матрицы следует рассматривать как испорченное соединение, требующее повторной резки и повторной сварки. Чистая ткань для протирки матриц между сварными швами не является обязательной.
- Недостаточная вставка: Трубу не проталкивают на отмеченную глубину, оставляя незаплавленную кольцевую зону в заплечике стыка. Снаружи бусинка будет выглядеть приемлемо, но ее прочность уменьшится. Точная разметка глубины на каждом конце трубы перед сваркой устраняет этот дефект.
- Повреждение адгезии штампа: Изношенное или поврежденное антипригарное покрытие приводит к прилипанию PPR к штампу, отрывая материал от поверхности соединения при отделении. Проверяйте штампы каждый день перед работой и заменяйте при первых признаках разрушения покрытия.
Сварка PPR в крупномасштабных проектах: где машины для стыковой сварки берут верх
В крупных инфраструктурных проектах — сетях централизованного теплоснабжения, модернизации муниципального водоснабжения, линиях промышленной химии — для магистральных распределительных трубопроводов обычно используется PPR или его высокотемпературный вариант PP-R-CT. При диаметрах 110 мм, 160 мм, 200 мм и более единственным практичным инструментом являются аппараты для стыковой сварки.
В типичном проекте централизованного теплоснабжения с использованием труб PPR диаметром 160 мм рядом с открытой траншеей на роликах будет установлен гидравлический аппарат для стыковой сварки. Концы труб обрабатываются строгальным станком до тех пор, пока стружка не начнет непрерывно падать с обеих сторон, обеспечивая перпендикулярность и чистоту поверхностей. Вставляется нагревательная пластина, прикладывается давление для достижения первоначального контакта, затем давление снижается до удерживающего давления для полного нагрева (обычно 80–100 секунд для 160 мм). Пластину вынимают, концы трубы соединяют вместе в течение максимального времени удаления около 10 секунд, прикладывают давление сварки и удерживают его в течение всего периода охлаждения — часто 8–12 минут в зависимости от температуры окружающей среды и толщины стенки трубы.
Полностью автоматические машины для стыковой сварки. Идите дальше, контролируя каждую фазу электронным способом, записывая температуру, давление и время для каждого сварного шва в журнал данных, который могут просмотреть инженеры проекта и инспекторы. Эта документация все чаще требуется в спецификациях проектов общественной инфраструктуры в Европе и все чаще востребована промышленными клиентами во всем мире. Надбавка к стоимости автоматических машин — обычно 4000–15 000 долларов США по сравнению с ручными установками — оправдана в проектах, где документация по сварке является требованием контракта.
Для проектов, которые не могут прерывать поток или работать в ограниченном пространстве, машины для седельной сварки позволяют приварить ответвительный фитинг непосредственно к стене магистрали PPR под напряжением. В этом методе используется вогнутый нагревательный инструмент, который соответствует наружному диаметру трубы и одновременно нагревает как основание седла, так и стенку трубы — специализированное применение, выходящее за рамки стандартных инструментов для раструбной сварки и обычных машин для стыковой сварки.
Техническое обслуживание и уход за сварочными инструментами PPR
Ухоженный сварочный инструмент PPR будет обеспечивать стабильные соединения в течение многих лет. Если пренебрегать им, то он будет бесшумно производить дефектные сварные швы, которые выдерживают первоначальные испытания под давлением, но выходят из строя. Требования к техническому обслуживанию просты, но не подлежат обсуждению.
- Очистка штампа: После каждого сеанса сварки протирайте все поверхности матрицы чистой сухой тканью, пока инструмент еще теплый (но не при полной температуре сварки — дайте ему остыть примерно до 80–100 °C для безопасного обращения). Никогда не используйте металлические скребки, которые повреждают антипригарное покрытие. Накопленные остатки PPR увеличиваются с каждым сварным швом и в конечном итоге вызывают прилипание к поверхности штампа.
- Температура calibration: При профессиональном использовании проверяйте фактическую температуру пластины с помощью контактного термометра или термопары не реже одного раза в месяц или всякий раз, когда качество сварных швов необъяснимое. Дрейф термостата на 10–15 °C характерен для бюджетных инструментов после 12–18 месяцев использования.
- Проверка и замена штампа: Каждый день перед работой визуально проверяйте антипригарное покрытие. Отслаивание, выкрашивание или изменение цвета в зоне контакта являются поводом для немедленной замены. Большинство наборов штампов обычных размеров стоят 15–50 долларов — тривиальная стоимость по сравнению с неудачным сварным швом, требующим замены трубы.
- Целостность кабеля и вилки: Инструменты работают при напряжении 220–240 В и высокой мощности. Перед каждым использованием проверяйте кабель питания на предмет порезов и истирания. Поврежденный кабель на металлическом корпусе инструмента представляет опасность поражения электрическим током.
- Хранение: Храните инструмент в футляре с установленными матрицами или отдельно завернутыми во избежание повреждения покрытия. Избегайте хранения в средах с химическими парами, которые могут повредить компоненты термостата или покрытие из ПТФЭ.
Для машин для стыковой сварки техническое обслуживание более сложное: лезвия торцевого инструмента требуют регулярного осмотра и замены, уровень и состояние гидравлической жидкости требуют периодических проверок, а вставки зажимных губок должны точно соответствовать наружному диаметру свариваемой трубы. Работа аппарата для стыковой сварки с изношенными вставками губок приводит к образованию несоосных сварных швов, которые практически незаметны при визуальном осмотре, но значительно ослабляют соединение.

Выбор подходящего сварочного инструмента PPR для вашего конкретного применения
Рынок предлагает все: от утюгов с пластиковым корпусом стоимостью 40 долларов до аппаратов для стыковой сварки с ЧПУ стоимостью 15 000 долларов. Правильность выбора зависит от честной оценки объема вашей работы, диапазона диаметров и требований к качеству.
Для сантехника, выполняющего периодические работы PPR на бытовых установках диаметром до 32 мм, правильным выбором будет цифровой сварочный аппарат среднего класса с комплектом из четырех или пяти матриц. Будьте готовы потратить 80–150 долларов на инструмент, который при правильном уходе прослужит несколько лет. Покупка аналогового инструмента за 40 долларов для регулярного профессионального использования — это ложная экономия: неточность температуры увеличивает частоту доработок.
Подрядчику-механику, регулярно выполняющему многоквартирные жилые или коммерческие проекты толщиной до 63 мм, инвестируйте в качественный утюг с цифровым дисплеем температуры, как минимум комплект из шести матриц толщиной 20–63 мм и подставку, которая удерживает утюг устойчиво, пока обе руки управляют трубой и фитингом. Выделите 150–300 долларов на утюг и имейте запасной набор штампов.
Для промышленных или инфраструктурных подрядчиков, работающих с PPR толщиной от 63 до 250 мм, базовым требованием является ручной аппарат для стыковой сварки стоимостью 800–2500 долларов. Если проект включает более нескольких сотен соединений заданного диаметра, рассмотрите возможность использования гидравлической машины для постоянного контроля давления. Если клиент или спецификация требуют документации по сварке, полуавтоматическая или полностью автоматическая машина с регистрацией данных не подлежит обсуждению.
Один момент применим к каждому уровню бюджета: покупайте инструмент, для которого доступны местные запасные части и штампы. Инструмент, который невозможно обслужить, является единственной точкой отказа проекта. Подтверждайте наличие матрицы и послепродажную поддержку до покупки, а не после.
Правила техники безопасности, которым должен следовать каждый пользователь сварочного инструмента PPR
Сварочные инструменты PPR работают при температурах, достаточно высоких, чтобы за доли секунды вызвать серьезные контактные ожоги. Расплавленный PPR, который выдавливается на шовном валике, также представляет опасность ожога. Эти риски являются обычными и управляемыми, но они требуют последовательной практики, а не периодической осторожности.
- Всегда используйте термостойкие перчатки при работе с нагретыми штампами или при извлечении утюга между трубой и фитингом.
- Используйте подставку для утюга всякий раз, когда инструмент не используется активно во время сеанса сварки. Утюг, нагретый до 260 °C, лежащий на поверхности или упавший на пол, может стать причиной ожогов, возгорания и повреждения инструмента.
- Дайте инструменту остыть до температуры ниже 50 °C, прежде чем поместить его в футляр для переноски. Хранение горячего инструмента в пластиковом футляре приводит к расплавлению корпуса и создает опасность возгорания.
- Не оставляйте нагретый утюг без присмотра рядом с легковоспламеняющимися материалами. Пары PPR при температуре сварки не являются особо токсичными при нормальной вентиляции, но длительное воздействие в замкнутых пространствах требует базовой защиты органов дыхания.
- На машинах для стыковой сварки убедитесь, что хомуты труб полностью затянуты, прежде чем подавать питание на торцевой инструмент. Труба, высвободившаяся из зажима под давлением, может привести к травмам рук и лица.
- Перед подключением питания убедитесь, что напряжение на инструменте соответствует напряжению на объекте. Инструмент на 220 В, подключенный к источнику питания 110 В, будет производить недостаточно тепла; обратное приведет к разрушению нагревательного элемента и потенциальному возгоранию.