 English
English 中文简体
中文简体 русский
русский عربى
عربى
Контент
- 1 Тепло, давление и выравнивание определяют качество соединения
- 2 Что находится внутри аппарата для сварки труб HDPE стыковой сваркой
- 3 Сравнение ручных, полуавтоматических и полностью автоматических сварочных аппаратов
- 4 Зажим для труб сварочного аппарата: выравнивание составляет половину соединения
- 5 Температура сварки, давление и время сварки в зависимости от диаметра трубы
- 6 Восьмишаговая последовательность слияния
- 7 Дефекты, которые связаны со сварщиком или зажимом
- 8 Регулярные проверки, позволяющие поддерживать калибровку сварочного аппарата для труб из полиэтилена высокой плотности
- 9 Подбор размера машины в соответствии с диапазоном диаметров вашего проекта
- 10 перед первым косяком дня
Тепло, давление и выравнивание определяют качество соединения
Ан Сварщик труб ПНД обеспечивает надежное стыковое сварное соединение только тогда, когда три переменных одновременно остаются внутри узких рабочих зон: температура поверхности нагревательной пластины, межфазное давление сварки и выравнивание концов трубы, удерживаемое зажим для сварочного аппарата . Для большинства напорных полиэтиленовых труб поверхность нагревательной пластины должна располагаться между 200°С и 220°С , при этом температура 210°C обычно используется в качестве рабочей цели для материала PE100. Давление сварки во время фаз наплавки и выдержки обычно устанавливается в соответствии с рекомендациями DVS 2207-1 и ISO 21307, которые указывают операторам на межфазное давление порядка от 0,10 до 0,15 Н/мм² площади поперечного сечения трубы с поправкой на SDR и толщину стенки. Выравнивание полностью зависит от хомута: концы труб должны располагаться примерно в пределах 10 процентов толщины стены друг от друга по всей окружности, прежде чем торцевой инструмент коснется трубы.
Когда все три совмещены, сварной валик образует два примерно симметричных ролика по обе стороны от линии соединения, граница раздела исчезает, поскольку полимерные цепи повторно перепутываются во время охлаждения под давлением, и правильно охлажденное соединение может быть испытано под давлением с тем же номиналом, что и исходная труба. Когда смещается одна переменная - пластина нагревателя, потерявшая пять или шесть градусов калибровки, гидравлический насос, стравливающий давление во время фазы замачивания, или зажим, который позволяет одному концу трубы провисать на несколько миллиметров - дефект редко виден снаружи. Обычно это проявляется позже в виде холодного сварного шва, зазора между кромкой и канавкой у основания шва или соединения, не выдержавшего гидростатических испытаний через несколько месяцев после установки. Все, что ниже, работает на основе этих трех чисел.
Что находится внутри аппарата для сварки труб HDPE стыковой сваркой
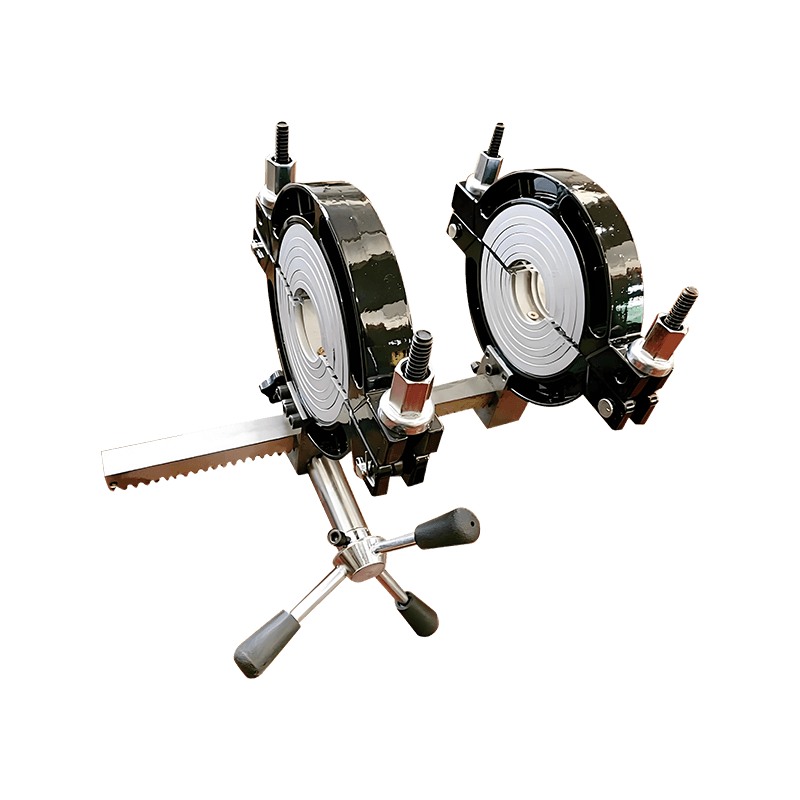
Машина для стыковой сварки состоит из стальной рамы, несущей два или более зажима для труб на направляющих, гидравлического или пневматического силового агрегата, который перемещает одну каретку зажима по направлению к другой, и инструментальных головок, которые заменяются во время цикла соединения - вращающегося торцевого инструмента (строгального станка), нагревательной пластины и, наконец, открытого зажима, обращенного к себе после снятия обоих инструментов и соединения концов трубы под давлением.
Поверхность нагревательной пластины имеет большее значение, чем ее номинальная мощность
Пластина нагревателя представляет собой плоский электронагреваемый диск, покрытый тефлоновым покрытием, поэтому к нему не прилипает расплавленный полиэтилен. Для качества соединения важно не то, сколько ватт потребляет элемент, а то, насколько равномерно поверхность удерживает температуру по всему диаметру. Пластина с отклонением 10°C от центра к краю будет давать неровный шов, даже если цифровое показание показывает правильное заданное значение. Температуру поверхности следует проверять контактным или инфракрасным датчиком в нескольких точках перед каждой сменой, а не доверять только дисплею, поскольку термопары смещаются, а покрытия из ПТФЭ изнашиваются в центре, где контакт с трубой наиболее интенсивен.
Гидравлическая каретка и вставки для зажима труб сварочного аппарата
Каретка прикладывает и удерживает давление сварки, но она может делать это точно только в том случае, если труба захватывается без проскальзывания. Это работа зажим для сварочного аппарата - набор вставок губок, размер которых соответствует наружному диаметру свариваемой трубы, привинчивается болтами или закрепляется в корпусе зажима. Изношенные или неподходящие вставки позволяют трубе слегка вращаться под давлением, что является одной из наиболее частых причин смещения буртика, обнаруженного во время визуального осмотра после охлаждения соединения.
Сравнение ручных, полуавтоматических и полностью автоматических сварочных аппаратов
Большинство производителей выбирают между тремя широкими категориями Сварщик труб ПНД , и выбор обычно сводится к диапазону диаметров, количеству соединений и степени прослеживаемости, которую требует спецификация проекта.
| Тип машины | Контроль давления | Регистрация данных | Типичный диапазон диаметров | Лучше всего подходит для |
|---|---|---|---|---|
| Ручной гидравлический | Оператор считывает показания манометра и нажимает рычаг для поддержания давления. | Нет или дополнительный прикрепляемый принтер | 20–250 мм | Ремонт на месте, короткие пробеги, малое количество швов |
| Полуавтоматический | Насос работает автоматически, оператор подтверждает каждую фазу | Дополнительный регистратор записывает температуру, давление, время. | 90–630 мм | Муниципальные сети, подрядчики нуждаются в отслеживании |
| Полностью автоматический | Давление и время контролируются бортовым компьютером. | Стандартные совместные записи, экспортированные в формате ISO 12176. | 110 - 1200 мм | Крупные магистральные трубопроводы, покомпонентный учет |
Зажим для труб сварочного аппарата: выравнивание составляет половину соединения
Идеально откалиброванная нагревательная пластина не может зафиксировать место соединения двух концов трубы, выходящее за линию. зажим для сварочного аппарата выполняет две работы одновременно: удерживает трубу неподвижно против силы гидроцилиндра и корректирует овальность, так что две грани встречаются как настоящие круги, а не как эллипсы.
Цепные зажимы для труб малого и среднего диаметра
Цепные зажимы оборачиваются вокруг трубы и затягиваются с помощью храпового механизма или гидравлического натяжителя цепи. Они распространены на портативных устройствах размером примерно от 20 до 355 мм, где скорость установки имеет большее значение, чем абсолютная жесткость. Изношенного звена цепи или натяжителя, потерявшего предварительную нагрузку на несколько оборотов, достаточно, чтобы позволить трубе сползти вбок на этапе сборки, поэтому операторов обучают повторно проверять натяжение цепи непосредственно перед монтажом.
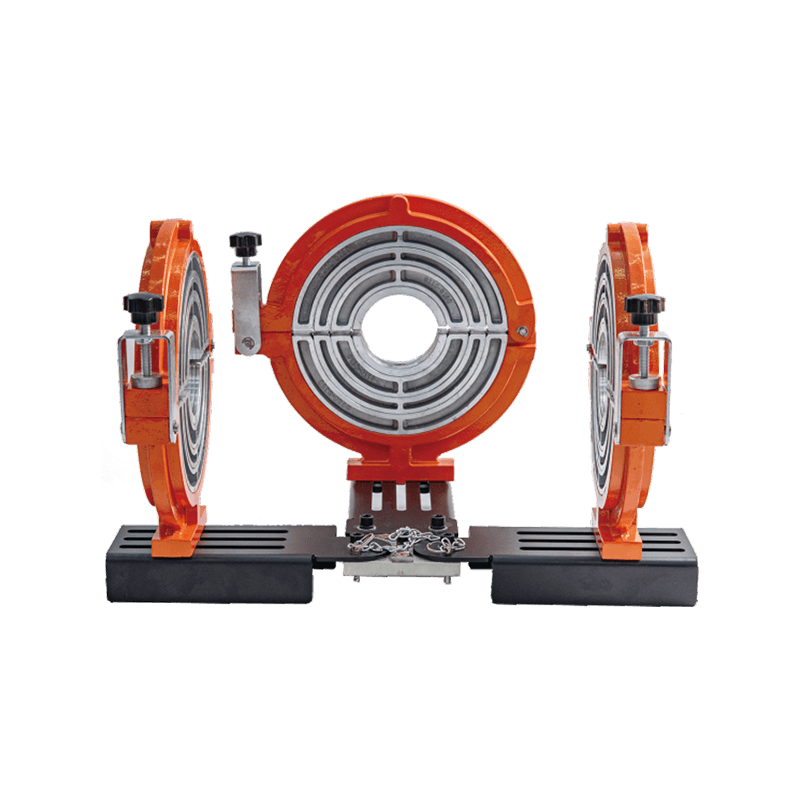
Гидравлические круглые зажимы и вставки каретки для большего диаметра
Трубы диаметром более 315 мм доставляются на стройплощадку с достаточной остаточной овальностью от намотки или хранения, поэтому простой цепной обмотки недостаточно. В гидравлических круглых зажимах используются сегментированные губки, которые равномерно смыкаются по окружности, постепенно вытягивая трубу назад к истинному кругу перед тем, как начнет двигаться торцевой инструмент. Многие спецификации подрядчиков ограничивают овальность перед сваркой примерно в 1,5 процента от среднего наружного диаметра; за пределами этого значения сегменты зажима не могут полностью исправить округлость за одно закрывающее движение, и перед началом торцевания требуется второй проход или более длительная выдержка под давлением зажима.
Температура сварки, давление и время сварки в зависимости от диаметра трубы
Два эмпирических правила, оба основаны на указаниях по выбору времени DVS 2207-1, охватывают большую часть работы по планированию сварного соединения: время термовыдержки составляет примерно 10 секунд на миллиметр толщины стенки , а время охлаждения под давлением плавления составляет примерно 1 минута на миллиметр толщины стенки . Время переключения – промежуток между извлечением пластины нагревателя и достижением полного давления сварки – является наиболее критичным по времени этапом, и по мере увеличения толщины стенки оно становится короче, а не длиннее.
| Номинальный диаметр | Толщина стенки (SDR11) | Время тепловой выдержки | Максимальное время переключения | Охлаждение под давлением |
|---|---|---|---|---|
| 63–110 мм | 5,7–10,0 мм | 60–100 с | 5–6 с | 6–10 мин. |
| 110–250 мм | 10,0–22,7 мм | 100–230 с | 6–8 с | 10–23 мин. |
| 250 - 450 мм | 22,7 – 40,9 мм | 230 - 410 с | 8–10 с | 23 - 41 мин. |
| 450–630 мм | 40,9 – 57,3 мм | 410 – 570 с | 10–12 с | 41–57 мин. |
Восьмишаговая последовательность слияния
Независимо от размера машины, каждое стыковое сварное соединение выполняется в одной и той же последовательности. Пропуск или поспешность любого из этих шагов является наиболее распространенной основной причиной дефектов, о которых сообщается на местах.
- Загрузите оба конца трубы в зажимы, обеспечив достаточную поддержку за каждым зажимом, чтобы труба не провисала после освобождения.
- Обработайте оба конца вращающимся строгальным станком до тех пор, пока по всей окружности обеих сторон не оторвется непрерывная стружка.
- Снимите строгальный станок, соедините грани и убедитесь, что смещение находится в пределах примерно 10 процентов толщины стены, а зазор находится в пределах, установленных для станка; очистите обе стороны безворсовой тканью.
- Перед установкой проверьте температуру поверхности пластины нагревателя в центре и по краям с помощью калиброванного датчика поверхности.
- Вставьте нагревательную пластину и прижимайте нажимной валик до тех пор, пока начальный валик не достигнет размера, указанного для данной толщины стенки на обоих концах трубы.
- Уменьшите давление выдержки и удерживайте в течение расчетного времени выдержки, не перемещая каретку.
- Быстро извлеките нагревательную пластину и соедините поверхности в течение максимально допустимого времени переключения, плавно увеличивая давление сварки.
- Удерживайте давление сварки в течение всего времени охлаждения, прежде чем отпустить зажимы, затем проверьте валик на предмет симметричного и равномерного переката по обеим сторонам линии соединения.
Дефекты, которые связаны со сварщиком или зажимом
Визуальный осмотр после охлаждения многое говорит опытному оператору о том, как машина работала во время цикла, а не только о том, как вела себя труба.
| Видимый симптом | Наиболее вероятная причина в оборудовании | Что проверить |
|---|---|---|
| Плоская, узкая бусина с небольшим перекатом. | Нагревательная пластина работает при температуре ниже заданной | Показания поверхностного датчика в центре и на краю пластины |
| Бисер с одной стороны больше, чем с другой | Несоосность или неровный захват зажима | Измерение смещения, износ вставки зажима |
| Видимая канавка или линия загиба у основания борта. | Недостаточное давление сварки во время охлаждения | Состояние гидравлического уплотнения, калибровка манометра |
| Некруглый сустав, овальность по линии сращения | Труба не закругляется перед облицовкой | Круглые сегменты зажима, измерение наружного диаметра перед зажимом |
| Проходит визуальную проверку, но не проходит испытание под давлением | Загрязнение во время переключения, медленное переключение | Журнал переналадки, чистота облицовочной площади |
Регулярные проверки, позволяющие поддерживать калибровку сварочного аппарата для труб из полиэтилена высокой плотности
Поверхность нагревательной пластины
Очищайте пластину, пока она теплая, неабразивной тканью. Никогда не царапайте его металлическими инструментами, так как оголенный основной металл под изношенным покрытием из ПТФЭ прилипнет к расплавленному полиэтилену и разорвет поверхность валика при извлечении. Как только в центре пластины станет виден голый металл, перед следующим соединением необходимо нанести повторное покрытие или заменить его.
Лезвия торцевого инструмента
Тупые или сколы лезвий оставляют шероховатую или волнистую поверхность, которая не образует непрерывный шов даже при правильной температуре и давлении. Стружка должна отрываться сплошными лентами; как только они станут порошкообразными или раскроются на короткую стружку, лезвия следует повернуть или заменить, прежде чем переходить к следующему стыку.
Вкладыши зажимных губок и гидравлические уплотнения
Вкладыши изнашиваются быстрее всего на станках, используемых в широком диапазоне диаметров с частой заменой пластин. После соединения проверьте наличие следов скольжения на поверхности трубы в месте захвата губками и замените вкладыши, как только трубу можно будет скручивать вручную внутри закрытого зажима. Износ гидравлического уплотнения проявляется в виде постепенной потери давления во время фазы выдержки – регистрация давления в начале и в конце выдержки и сравнение с показаниями предыдущего месяца позволяет выявить это до того, как это станет проблемой качества.
Калибровка манометра и термопары
Проверяйте манометр и пластинчатую термопару по калиброванному эталону через интервалы времени, установленные техническими условиями проекта. Многие муниципальные контракты предусматривают это в начале реализации каждого проекта, а также в случае, если машина падает, обслуживается или ее показания отклоняются от дочернего устройства, работающего на том же объекте.
Подбор размера машины в соответствии с диапазоном диаметров вашего проекта
Выбор правильного Сварщик труб ПНД поскольку проект начинается с диапазона диаметров, который будет свариваться чаще всего, а не с самой большой трубы, которая может встретиться однажды в работе.
| Класс машины | Диапазон диаметров | Конфигурация зажима | Источник питания | Типичное применение |
|---|---|---|---|---|
| Компактный/портативный | 20–160 мм | Двухзахватные цепные или болтовые зажимы | Ручной насос или небольшой электрический блок питания. | Сервисные подключения, газораспределение, ремонт |
| Средний | 90–355 мм | Зажимы гидравлические круглые, четырехкулачковые | Электрогидравлическая силовая установка | Водо- и газораспределительные сети |
| Большой | 250–630 мм | Гидравлическая каретка с разъемными сегментами зажима | Дизельный или высокопоточный электроагрегат | Магистрали электропередачи, промышленные технологические линии |
| Очень большой | 630 - 1600 мм | Многосегментные гидравлические захваты, погрузка краном | Прицепной высокопроизводительный гидравлический агрегат | Большой transmission pipelines, marine outfalls |
перед первым косяком дня
Короткая проверка оборудования перед первой сваркой за смену выявляет большинство проблем, которые в противном случае проявились бы в виде неисправного соединения несколько часов спустя.
- Температура поверхности нагревательной пластины проверена в центре и на краях в соответствии с процедурой соединения проекта.
- Вставки для трубных хомутов сварочного аппарата соответствуют наружному диаметру трубы, без видимого износа на поверхности захвата.
- Концы труб повторно закругляются, если овальность превышает диапазон коррекции зажима до начала торцовки.
- Инструмент для торцовки производит непрерывную непрерывную стружку по всей поверхности обоих концов трубы.
- Показания гидравлического манометра сверяются с расчетным давлением сварки с учетом толщины стенки трубы и SDR.
- Время перехода от вывода нагревателя к полному давлению сварки измеряется и фиксируется относительно максимально допустимого для данной толщины стенки.